बोल्ट छेद के प्रकार और आकार

बोल्ट छेद के विभिन्न प्रकार और आकार हैं। उनमें से कई GOST में निहित हैं, लेकिन इसका सहारा लिए बिना कई सूक्ष्मताओं को जानना अनिवार्य है। बोल्ट M6 और M8, M10 और M12, M20 और M24 के लिए छेदों के व्यास का अध्ययन करना उपयोगी है।
आवश्यकताएं
मुख्य मानकों को GOST 11284 में स्थापित किया गया है, जिसे 1975 में अपनाया गया था। दस्तावेज़ किसी भी प्रकार के फास्टनरों के लिए विभिन्न प्रकार के छेदों के लिए समर्पित है। मानक बन्धन के लिए मार्ग के व्यास की तीन पंक्तियों को निर्दिष्ट करता है। प्रत्येक बाद की पंक्ति में, चैनल अनुभाग पिछले एक की तुलना में बड़ा होना चाहिए - बशर्ते कि हार्डवेयर का आकार स्वयं समान हो।
अक्सर सिर के नीचे बोल्ट बनाए जाते हैं।

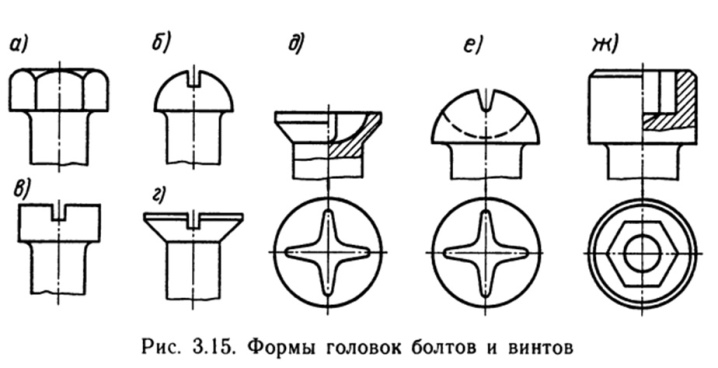
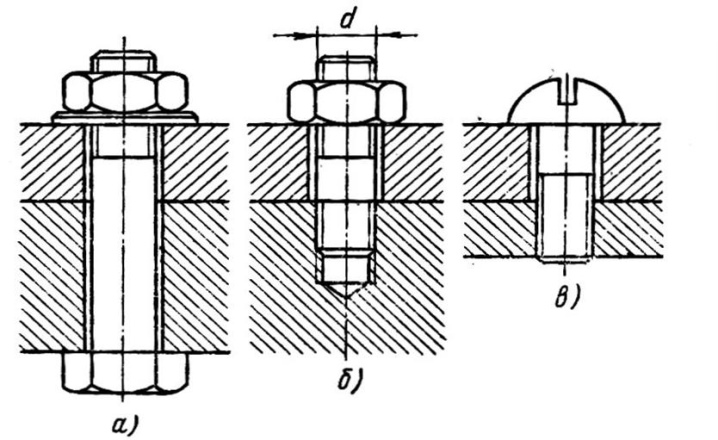
ज्यादातर ऐसे सिर षट्भुज के रूप में बनाए जाते हैं। लेकिन कभी-कभी विकल्प होते हैं:
-
टर्नकी फ्लैटों के साथ;
-
अंदर षट्भुज के स्थान के साथ;
-
त्रिकोणीय आकार वाले स्लॉट के साथ।
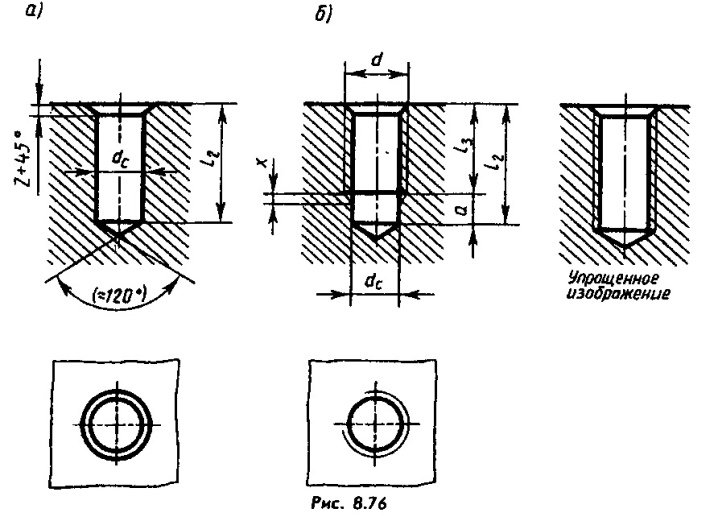
उच्च शक्ति वाले बोल्टों के लिए छेदों को काउंटरसिंक किया जाना चाहिए। चैनलों को फास्टनर के पूर्ण व्यास में धकेलने की अनुमति नहीं है। यह प्रतिबंध निम्नलिखित मामलों में लागू होता है:
-
पुल निर्माण;
-
-40 से -65 डिग्री के तापमान के लिए डिज़ाइन किए गए स्टील के साथ काम करें;
-
स्टील ग्रेड C40 या C52 के साथ काम करें।

बड़ी संख्या में मामलों में एक बहुत ही महत्वपूर्ण तकनीकी पैरामीटर उत्पादों की खुरदरापन है। इसके उपयुक्त मूल्यों का चुनाव, जैसा कि अभ्यास से पता चलता है, इंजीनियरिंग पाठ्यक्रमों में शुरुआती लोगों को भी भ्रमित करता है। लेकिन इन "जंगली" में डूबे बिना, यह मुख्य बात ध्यान देने योग्य है - 20 से 80 माइक्रोन के खुरदरेपन के साथ, यह पहले से ही पूरी तरह से नेत्रहीन दिखाई देगा। यह परिस्थिति छिद्रों की असमानता के विभिन्न स्तरों के बीच एक अच्छे अंतर की अनुमति देती है। सामान्य तौर पर, खुरदरापन का वर्णन GOST 2789 के अनुसार किया गया है, जिसे 1973 में अपनाया गया था।

इसमें कई प्रमुख गुण हैं:
-
गगनचुंबी इमारत;
-
कदम;
-
ऊंचाई-कदम (यह खुरदरापन की 14 श्रेणियों को अलग करने के लिए भी प्रथागत है)।

प्रकार
बोल्ट के लिए छेद के माध्यम से 0.1 से 16 सेमी तक छड़ के लिए एक क्रॉस सेक्शन हो सकता है। ठीक उसी आकार में बन्धन स्टड, रिवेट्स और शिकंजा के लिए मार्ग हैं। हालांकि, "बधिर" मार्ग के आयाम बिल्कुल समान हो सकते हैं। महत्वपूर्ण: छेद के माध्यम से बिछाने पर, विशेष उपाय किए जाने चाहिए ताकि ड्रिल किसी कार्यक्षेत्र या अन्य समर्थन से न टकराए। इस काम के लिए:
-
पायदान के साथ विशेष कार्यक्षेत्र का उपयोग करें;
-
एक लकड़ी या संयुक्त (लकड़ी-धातु) गैसकेट रखें;
-
अपने अंत में ड्रिलिंग की दर को कम करना;
-
एक छेद के साथ एक स्टील बार संलग्न करें।
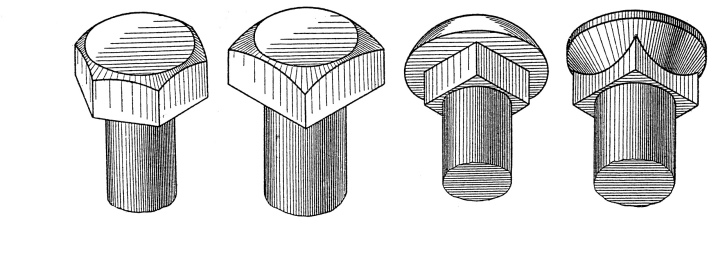
बोल्ट के सिर के आकार को स्वयं में विभाजित किया गया है:
-
अंडाकार;
-
षट्कोणीय;
-
वर्ग;
-
गोल विन्यास।
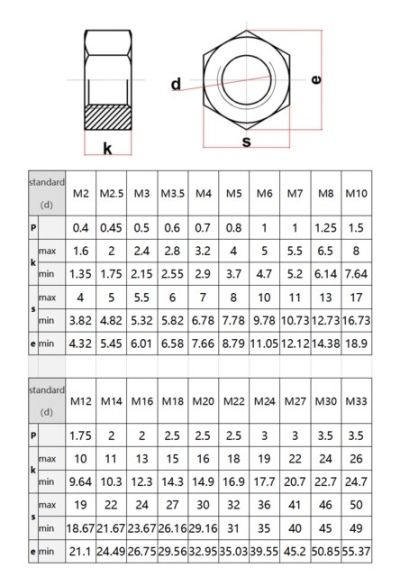
आयाम
M6 फास्टनरों के लिए छेद इस प्रकार हैं (सेंटीमीटर में):
-
पहली पंक्ति के लिए - 0.64;
-
दूसरी पंक्ति के लिए - 0.66;
-
तीसरी पंक्ति पर और भी अधिक - 0.7।
लेकिन व्यवहार में, छोटे फास्टनरों भी हैं - एम 5। इस मामले में, वर्गों का क्रम इस प्रकार है:
-
5,3;
-
5,5;
-
5.8 मिमी।

इसी समय, बड़े बोल्ट के लिए कई छेद हैं। तो, M8 के तहत आपको चैनल बनाने होंगे:
-
पहले 8.4 मिमी;
-
फिर 9 मिमी;
-
और अंत में, तीसरी पंक्ति में पहले से ही 10 मिमी।
व्यास में अगला आयाम M10 है। इस प्रकार के हार्डवेयर के लिए, निम्नलिखित आयामी मानदंड लागू होते हैं:
-
पहली पंक्ति पर - 1.05;
-
दूसरी पंक्ति पर - 1.1;
-
तीसरी पंक्ति पर - 1.2 सेमी।
बेशक, बहुत लंबे फास्टनरों भी हैं। सबसे पहले हम बात कर रहे हैं कैटेगरी M30 की। ऐसे बोल्टों के लिए छेद के लिए, निम्नलिखित मानक स्थापित किए गए हैं (पंक्ति द्वारा):
-
3,1;
-
3,3;
-
3.5 सेमी।

1975 के मानक द्वारा अनुमत सबसे बड़ा बोल्ट प्रकार M85 है। इसे आगे की पंक्ति में उपयोग करने के लिए, कम से कम 87 मिमी के चैनलों की आवश्यकता होती है। दूसरे और तीसरे स्तर पर क्रमशः 91 और 96 मिमी की आवश्यकता होती है। सच है, घरेलू परिस्थितियों में इस आकार की बहुत कम आवश्यकता होगी।
यह मुख्य रूप से निर्माण और उद्योग के लिए विशिष्ट है।

औद्योगिक क्षेत्र में अक्सर M45 प्रकार के बोल्ट का भी उपयोग किया जाता है। उनका उपयोग करने के लिए, आपको एक छेद तैयार करने की आवश्यकता है:
-
पहली पंक्ति में - 4.6;
-
2 में - 4.8;
-
तीसरे में - 5.2 सेमी।
लेकिन, फिर से, ज्यादातर मामलों में नियमित घरेलू माउंट के लिए यह सब बहुत बड़ा है। हालाँकि, M12 बोल्ट की मांग है। और उसके साथ, स्थिति बहुत अधिक दिलचस्प है। प्रारंभिक आकार समूह में, मान बहुत सख्ती से सेट किया गया है - 13 मिमी। लेकिन अगले दो में एक विकल्प है - क्रमशः 1.35 / 1.4 और 1.45 / 1.5 सेमी।

वही M14 (15, 15.5/16, 16.5/17) और M16 (17, 17.5/18, 18.5/19 मिमी) पर लागू होता है। सूची में अगला उत्पाद - M18 - में धातु (इन-लाइन) में उपयुक्त मार्ग के आयाम हैं:
-
1,9;
-
2;
-
2.1 सेमी
लेकिन, निश्चित रूप से, एम 20 श्रेणी के फास्टनरों, या बल्कि, उनके प्लेसमेंट के लिए छेद भी ध्यान देने योग्य हैं। यहां सब कुछ अपेक्षाकृत सरल लगता है - विशिष्ट श्रृंखला के आधार पर 21, 22 और 24 मिमी। अगली स्थिति के लिए - एम 22 - फिक्सिंग के लिए मार्ग के विशिष्ट आयाम 2.3, 2.4 और 2.6 सेमी हैं। अंत में, एक अन्य लोकप्रिय विकल्प के लिए - M24 श्रेणी के बोल्ट - समान संकेतक क्रम में होंगे:
-
2,5;
-
2,6;
-
2.8 सेमी.
छिद्रों के आकार में भिन्नता, कम से कम कुछ मामलों में, बहुत आसानी से समझाया गया है। यह इस तथ्य के कारण है कि बोल्ट स्वयं सटीकता वर्ग में भिन्न होते हैं। यदि वे श्रेणी ए की आवश्यकताओं को पूरा करते हैं, तो बिना अंतराल के एक चैनल बनाना संभव है। हालाँकि, समस्या यह है कि यह काफी कठिन है। और इसलिए, वास्तविक भवन संरचनाओं में, श्रेणी बी यौगिकों का मुख्य रूप से उपयोग किया जाता है।
12 मिमी के क्रॉस सेक्शन वाले घर्षण हार्डवेयर के लिए, तकनीकी चैनल के नाममात्र आयाम 13 से 15 मिमी तक होते हैं। कतरनी और घर्षण-कतरनी के लिए, समान प्रतिबंध निर्धारित किए गए हैं। लेकिन रॉड के बड़े व्यास के साथ, इन दो समूहों के बीच अंतर पहले से ही शुरू हो गया है (क्रमशः 20 मिमी फास्टनरों के लिए - 21-24 और 21-23 मिमी)।
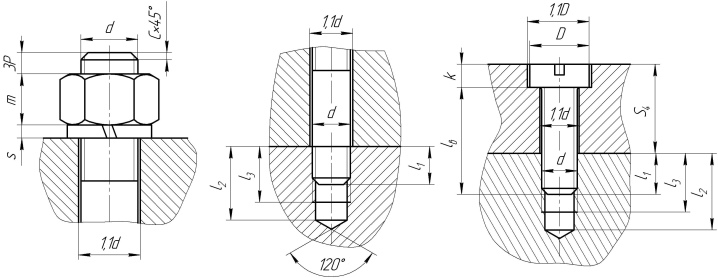
एक अन्य महत्वपूर्ण विषय उपयोग किए गए फास्टनरों की लंबाई का चुनाव है। इसकी गणना जुड़े हुए तत्वों की मोटाई के आयामों को जोड़कर की जाती है।

अगला, आपको उपयोग किए गए वाशर और नट्स की अधिक मोटाई जोड़ने की आवश्यकता है। इसके अतिरिक्त, हार्डवेयर के क्रॉस सेक्शन में 30% का सुधार कारक पेश किया गया है। जब यह गणना की जाती है, तो बन्धन संरचनाओं के वर्गीकरण के बीच निकटतम आकार का चयन करना आवश्यक है। (यदि आवश्यक हो, तो गणना को गोल किया जाता है ताकि बोल्ट नट से धागे के कम से कम एक मोड़ से बाहर आए)। वर्णित छिद्रों के मूल मापदंडों का मूल्यांकन करने के लिए पर्याप्त है।

लेकिन कुछ और बारीकियां हैं जिन्हें आपको निश्चित रूप से ध्यान में रखना चाहिए। कुछ बोल्टेड कनेक्शन कतरनी पर काम करते हैं। यदि बाहरी भाग की मोटाई 0.8 सेमी से अधिक है, तो धागा कनेक्टेड पैकेज के बाहर होना चाहिए। अन्य मामलों में, यह कम से कम 50% होना चाहिए, लेकिन जुड़े उत्पादों के बाहर 0.5 सेमी से कम नहीं होना चाहिए।यदि फास्टनर की लंबाई इस शर्त को पूरा नहीं करती है, तो आपको एक लंबा चुनना होगा या छेद को छोटा करना होगा - केवल यह सुनिश्चित करना कि फास्टनर विश्वसनीयता नहीं खोता है।
अगले वीडियो में, हमारा सुझाव है कि आप बोल्ट के छेदों के प्रकार और आकार से परिचित हों।













टिप्पणी सफलतापूर्वक भेजी गई थी।