आँख पागल के बारे में सब

स्क्रू कनेक्शन को अधिक मजबूती से कसने में सक्षम होने के लिए, उत्तोलन बढ़ा दिया गया है। यह एक पारंपरिक अखरोट से जुड़ी अंगूठी का उपयोग करके किया गया था। ऐसा विचार पहली बार विदेश में उत्पन्न हुआ, अब यह रूस में भी व्यापक है, इसका व्यापक रूप से कई क्षेत्रों में उपयोग किया जाता है - रोजमर्रा की जिंदगी में, उद्योग में, मैकेनिकल इंजीनियरिंग में। लेख आंखों के नट्स के बारे में बात करेगा।

यह क्या है?
रूस के क्षेत्र में आई नट के लिए कोई GOST मानक नहीं हैं, यह DIN582 के अनुसार निर्मित होता है। यह विश्व मानक है।
एक पारंपरिक अखरोट आंतरिक धागे के साथ एक फास्टनर है। कनेक्शन स्क्रू बोल्ट या स्टड के संयोजन में बनाया गया है। उपसर्ग "आंख" का अनुवाद "रिंग" के रूप में किया जाता है। यानी आई नट एक नट से जुड़ा रिंग होता है। इसकी मुख्य विशेषता इसकी अंगूठी के सापेक्ष 90 डिग्री के कोण पर स्थित एक धागा है। धागा मीट्रिक या इंच हो सकता है।
ऐसे फास्टनरों के मुख्य फायदे यहां दिए गए हैं।
- हार्डवेयर को कसने के लिए रिंच की आवश्यकता नहीं है. यह रिंग में डाले गए किसी भी लीवर के साथ किया जा सकता है।
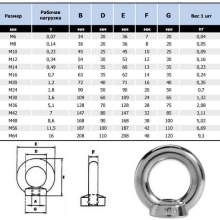
- अंतरराष्ट्रीय मानक के अनुसार तकनीकी विशेषताएं बहुत अधिक हैं - स्टील नट भारी भार का सामना कर सकता है। और उत्पादों की वहन क्षमता भी बढ़ी है - 21,600 किलोग्राम तक।
- उच्च आर्द्रता की स्थिति में जंग के लिए प्रतिरोधी।
- कम कीमत।
हार्डवेयर का असामान्य आकार आपको सामान्य अखरोट के विपरीत, बहुत कसकर आंख के नट को पेंच करने की अनुमति देता है, जहां एक रिंच का उपयोग अनिवार्य है।
प्रत्येक आयाम के लिए एक निश्चित भार क्षमता भी होती है, जो कि 45 डिग्री के कोण पर लोड होने पर 100 किलोग्राम कम हो जाएगी।



वे किससे बने हुए हैं?
अंतरराष्ट्रीय मानक के अनुसार, आंखों के नट टिकाऊ सामग्री से बने होने चाहिए:
- कार्बन स्टील ग्रेड C1030 और C1045;
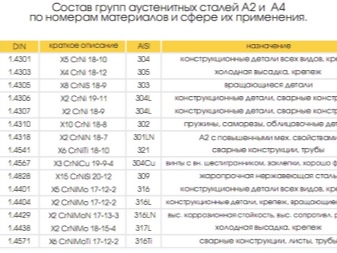
- स्टेनलेस या उच्च मिश्र धातु इस्पात ग्रेड 304 (ए 2) और 316 (ए 4);
- यदि ये अलौह मिश्र धातु या धातु हैं, तो पीतल, सिलिकॉन कांस्य, टाइटेनियम और एल्यूमीनियम उपयुक्त हैं।
फास्टनरों, जो मानक ग्रेड के स्टील्स से बने होते हैं, को जंग-रोधी कोटिंग के साथ लेपित किया जाना चाहिए। यह गर्म डुबकी गैल्वनाइजिंग हो सकता है, एल्यूमीनियम हार्डवेयर के लिए एनोडाइजिंग, या धुंधला हो सकता है, जिसे ब्लैकिंग या ऑक्सीकरण के रूप में भी जाना जाता है।
फास्टनर का क्या प्रदर्शन होगा यह इस बात पर निर्भर करता है कि इसे कैसे बनाया गया था - यह कास्टिंग / फोर्जिंग या स्टैम्पिंग हो सकता है। सबसे लोकप्रिय तरीका गर्म मुद्रांकन है: प्रेस में एक मोल्ड स्थापित किया जाता है जिसमें वर्कपीस पहले से ही स्थित है। उच्च दबाव में, सामग्री "निचोड़ा हुआ" है। तकनीकी विशेषताओं में सुधार और सेवा जीवन को बढ़ाने के लिए, भाग को जस्ता या टिन की एक परत के साथ लेपित किया जाता है। अखरोट तैयार होने के बाद, इसे गंदगी और स्केल से साफ किया जाता है। फोर्जिंग विधि इतनी लोकप्रिय नहीं है, क्योंकि यह बहुत महंगी और श्रमसाध्य है।
लेकिन इस तकनीक का उपयोग करके बनाए गए हार्डवेयर को बढ़ी हुई ताकत की विशेषता है।
उद्देश्य
आई नट का उद्देश्य विभिन्न समग्र संरचनाओं को उठाना, वजन में वस्तुओं को पकड़ना, संरचनाओं को हिलाना, कार्गो परिवहन या हेराफेरी करना है।
और साथ ही इस हार्डवेयर का दायरा काफी व्यापक है। वह उपयोग किये हुए हैं:
- निर्माण में (अक्सर वे उच्च-ऊंचाई के काम के प्रदर्शन में एक विशेष भूमिका निभाते हैं);
- जहाज निर्माण में;
- वाहनों के उत्पादन में (उदाहरण के लिए, ऐसे फास्टनरों का उपयोग करके, आप एक गैर-काम करने वाली कार को टो कर सकते हैं);
- उद्योग में;
- घर पर;
- कृषि में।
ऑपरेशन के दौरान, फास्टनर को स्टड या स्क्रू के थ्रेडेड रॉड पर खराब कर दिया जाता है, जिसका आकार अखरोट की आस्तीन के आकार के अनुरूप होना चाहिए।
यदि फास्टनर का अंत बड़ा है, तो आप एक विशेष गैसकेट या वॉशर लगा सकते हैं, जिसकी मोटाई 1 मिलीमीटर से अधिक होनी चाहिए।



वर्गीकरण
अखरोट का आकार भी DIN582 मानकों के अनुसार निर्धारित किया जाता है।
आंख के नट की अंगूठी के किनारे पर एक अंकन लगाया जाता है, जिसमें आयाम, सामग्री और निर्माता के बारे में जानकारी होती है।
थ्रेडेड सतह का आकार भिन्न होता है और M6, M8, M10, M12, M16, M18, M20, M24, M26, M30, M36, M42 से M48 तक हो सकता है। वे गैर-मानक आकार के हार्डवेयर का भी उत्पादन करते हैं, उदाहरण के लिए, M4, M5, M7, M22, M27, M33, M39, M39x2, M100। डीआईएन के अनुसार, ऐसे मापदंडों को निर्मित करने की अनुशंसा नहीं की जाती है, और उन्हें केवल ऑर्डर करने के लिए ही खरीदा जा सकता है। M8-M16 आकार वाले हार्डवेयर सबसे आम हैं।
साथ ही नट्स को वर्गीकृत किया गया है:
- एक अंगूठी के रूप में - गोल, अंडाकार या गोल आयत के रूप में;
- झाड़ी के आकार से - निम्न या उच्च (लम्बी);
- भार से - गैर-शक्ति और शक्ति;
- धागे के प्रकार से - एक महीन मीट्रिक धागे से, यानी जब आकार मिलीमीटर में इंगित किया जाता है, या एक इंच के धागे के साथ, यहाँ आकार इंच में होगा।


इंच के माप ने सबसे पहले संयुक्त राज्य अमेरिका और ग्रेट ब्रिटेन में लोकप्रियता हासिल करना शुरू किया, साथ ही, यूरोप और एशिया में मीट्रिक प्रणाली आम थी। तदनुसार, विभिन्न प्रकार के फास्टनरों की संगतता के साथ एक समस्या थी। भविष्य में, यूके ने इंच को छोड़कर मीट्रिक माप को अपनाया।
उपस्थिति में, अमेरिकी थ्रेड माप प्रणाली को मीट्रिक एक से अलग करना असंभव है, क्योंकि उनका प्रोफ़ाइल कोण समान है - 60 डिग्री। अंकन द्वारा भेद करना संभव है: मीट्रिक प्रणाली में, शक्ति वर्ग को संख्याओं द्वारा, इंच प्रणाली में - रेखाओं द्वारा दर्शाया जाता है। विभिन्न प्रकार के धागों वाले फास्टनरों को कभी भी विनिमेय नहीं किया जाएगा, क्योंकि पेंचिंग के दौरान संरचना में एक गैप या गैप बनता है। आई नट की स्थापना के दौरान उत्पन्न होने वाली एकमात्र कठिनाई दो तत्वों का सही संबंध है।
आई-नट हेड के प्रकार के अनुसार, यह तीन संशोधनों का हो सकता है:
- ए - एक लूप के आकार का सिर;
- बी - पावर संस्करण, बढ़े हुए सिर;
- डी - कम सिर।



रिंग के व्यास के आकार के अनुसार, या इसकी मोटाई के अनुसार
कुछ फास्टनरों में एक कुंडा आंख होती है जो भार की दिशा में घूमेगी, और एक गेंद असर वाली वेल्डेड आंख जो सभी दिशाओं में 360 डिग्री घूमेगी। वे स्टेनलेस स्टील से बने होते हैं, फिर पेंट से ढके होते हैं।
महत्वपूर्ण! अंतरराष्ट्रीय मानक के अनुसार, आई नट्स के लिए, यह अंतिम नहीं है, बल्कि ब्रेकिंग लोड है, यानी जब भाग के साथ अपरिवर्तनीय परिवर्तन होने लगते हैं। ये दो अलग-अलग परिभाषाएं हैं, इसलिए जब चुना जाता है, तो भार क्षमता मान 60% कम हो जाता है।
आई नट चुनते समय, आपको उस क्षेत्र पर विचार करने की आवश्यकता है जिसमें इसका उपयोग किया जाएगा, और कितने समय तक, कितना भार होगा, क्या सुरक्षा नियम प्रदान किए गए हैं।
आकार और धागे की पिच की जांच के लिए एक स्क्रू या स्टड के साथ एक अखरोट खरीदना उचित है - उचित रूप से चयनित फास्टनरों संरचना या तंत्र को विश्वसनीय और टिकाऊ बना देंगे। उनकी ताकत भी समान होनी चाहिए, लेकिन अखरोट की उच्च शक्ति की अनुमति है, लेकिन इसके विपरीत नहीं। यदि स्टड मजबूत है, तो कसने के दौरान, आई नट का धागा छीन लिया जा सकता है। यह याद रखने योग्य है कि रॉड को नुकसान की पहचान करना आसान है, क्योंकि अंतराल अचानक होता है और चूकना मुश्किल होता है। और एक अखरोट के साथ, विपरीत सच है - एक धारीदार धागा देखना लगभग असंभव है।
और अगर कनेक्शन में एक वॉशर या गैसकेट का उपयोग किया गया था, तो इसकी कठोरता को भी ध्यान में रखा जाना चाहिए, क्योंकि एक निश्चित समय के बाद अखरोट की प्रोफाइल वॉशर के माध्यम से धक्का देना शुरू कर देगी।



यह फास्टनर कई क्षेत्रों में बहुत लोकप्रिय और व्यापक है, इसलिए चुनते और संचालन करते समय, आपको कुछ नियमों को याद रखना होगा:
- अखरोट पर ही कोई विकृति और अंगूठी पर दोषों की अनुमति नहीं है;
- संचालित फास्टनरों को ठोस होना चाहिए, विभिन्न नुकसानों की वेल्डिंग अस्वीकार्य है;
- थ्रेडेड भाग के आकार के पैरामीटर उठाए जाने वाले ढांचे के वजन पर निर्भर करते हैं;
- हार्डवेयर की सतह को गंदगी, चिप्स, स्केल से साफ किया जाना चाहिए;
- भार उठाते हुए, इसकी गति समान रूप से और बिना अचानक गति के होनी चाहिए;
- अखरोट को हटाने के बाद, इसकी उपस्थिति अपरिवर्तित रहनी चाहिए, अर्थात कोई दरार, टूटना, मुड़ा हुआ भाग और अन्य विकृति नहीं होनी चाहिए;
- फास्टनर आस्तीन और गोफन के बीच का कोण 45 डिग्री से अधिक नहीं होना चाहिए;
- गोफन की धुरी रिंग के तल में स्थित होनी चाहिए;
- नट्स के लिए तापमान शासन बहुत व्यापक है - ऑपरेशन -20 और +200 डिग्री सेल्सियस दोनों पर संभव है;
- निर्माता की पसंद भी एक महत्वपूर्ण भूमिका निभाती है।



आप नीचे दिए गए वीडियो से जान सकते हैं कि आई बोल्ट और आई नट क्या हैं।













टिप्पणी सफलतापूर्वक भेजी गई थी।