थ्रेड टैप साइज़ के बारे में सब कुछ

थ्रेडिंग के लिए नल के आकार के बारे में सब कुछ जानना किसी के लिए भी बहुत उपयोगी है, जिसे लगातार एक ही धागा बनाना पड़ता है। आपको मानक टैप पिच M6 और M8, M10 और M12, M16 और M30 पर ध्यान देने की आवश्यकता है। आपको इंच के आयामों और ड्रिल अनुभाग के चयन के सिद्धांतों का भी अध्ययन करना होगा।

मानक पैरामीटर टैप करें
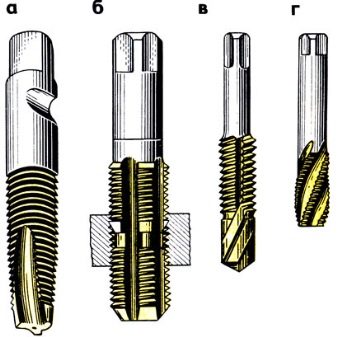
थ्रेडिंग के लिए विशेष अंकन उपकरण स्पष्ट रूप से आकार में स्नातक हैं। मूल्य कई तरीकों से मापा जाता है। मुख्य थ्रेड इंडेक्स, यहां तक कि मीट्रिक उत्पादों के लिए, एक इंच के पैमाने पर सेट किया गया है। ऐसे उत्पादों के किसी भी विवरण में यह देखना आसान है। तो, M6 नल के लिए, धागा 0.1 सेमी के क्रॉस सेक्शन के साथ बनाया जाता है। इस मामले में, काटने के लिए छेद का आकार 4.8 से 5 मिमी तक हो सकता है।

M6 श्रेणी के उत्पादों के लिए, एक विशिष्ट मुख्य पिच 1.25 मिमी होगी। और 8 मिमी व्यास वाले उत्पाद के लिए छिद्रित मार्ग 6.5-6.7 मिमी तक पहुंचता है। छोटी संरचनाओं (M5) के लिए, ऐसे आयामों को क्रमशः 0.8 मिमी, 4.1-4.2 मिमी के समान लिया जाता है। इस मॉडल की तुलना बड़े उत्पादन मॉडल - M24 से करना दिलचस्प है। नाली बनाने का चरण 3 मिमी होगा, और लैंडिंग वर्ग 1.45 सेमी के बराबर लिया जाता है।
M12 टाइप मेटल मार्किंग डिवाइस 1.75 मिमी के माध्यम से राइफल बनाता है। छेद का क्रॉस सेक्शन 9.9 या 10 मिमी होगा। छोटे M10s के लिए, ऐसे संकेतकों को क्रमशः 1.5, 8.2 और 8.4 मिमी माना जाता है (न्यूनतम और अधिकतम मार्ग के मामले में)।

कभी-कभी M16 नल का उपयोग किया जाता है। इस तरह के उपकरण आपको 1.35 सेमी न्यूनतम और अधिकतम 1.75 सेमी के चैनलों के साथ 2 सेमी अंतराल के साथ धागे को खरोंचने की अनुमति देते हैं।
कुछ मामलों में, 2.5 मिमी के अंतराल के साथ खांचे रखना आवश्यक हो जाता है। फिर M20 कैटेगरी से टैप करके हेल्प आउट करें। उनके संचालन के दौरान, कम से कम 1.5 सेमी के क्रॉस सेक्शन वाले मार्ग बनते हैं। कुछ अन्य अंकन उपकरणों के आयाम और ऑपरेटिंग पैरामीटर (सेंटीमीटर में) नीचे दी गई तालिका में दिखाए गए हैं। यह समझना महत्वपूर्ण है कि उपरोक्त सभी केवल मीट्रिक थ्रेड्स पर लागू होते हैं।
|
इंडेक्स टाइप करें |
नॉच स्ट्रोक |
चैनल अनुभाग |
|
एम7 |
0,1 |
0,595 |
|
एम9 |
0,125 |
0,77 |
|
एम2 |
0,04 |
0,16 |
|
एम 4 |
0,07 |
0,33 |
|
एम11 |
0,15 |
0,943 |
|
एम18 |
0,25 |
1,535 |
|
एम22 |
0,25 |
1,935 |
|
एम24 |
0,3 |
2,085 |
|
एम 30 |
0,35 |
2,63 |
|
एम33 |
0,35 |
2,93 |
|
एम42 |
0,45 |
3,725 |
|
एम48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
एम68 |
0,6 |
6,17 |
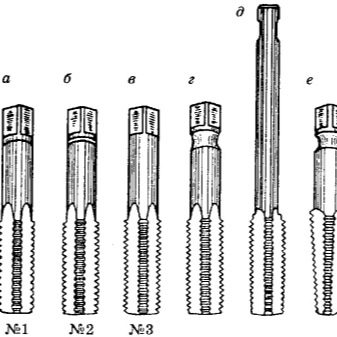
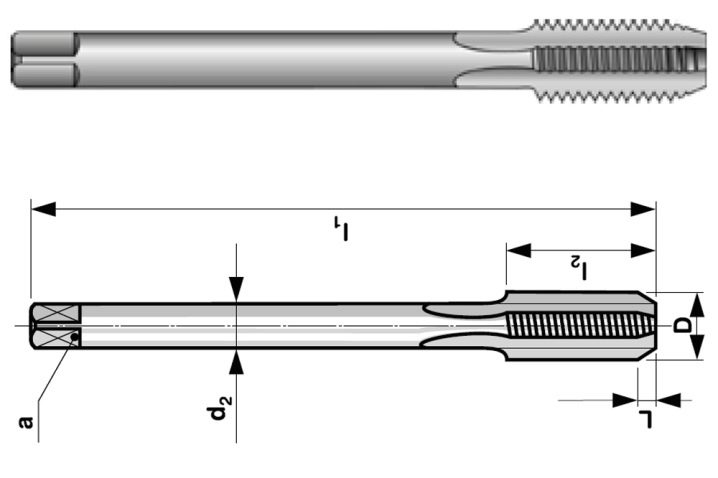
विशिष्ट टांग आयाम भी सामान्यीकृत होते हैं (मिलीमीटर में):
- 2.5x2.1 (एम1.8 से बड़े नहीं नल के लिए);
- 2.8x2.1 (एम2-एम2.5);
- 3.5x2.7 (केवल M3 टैप के लिए);
- 4.5x3.4 (केवल उपकरण M4 को चिह्नित करने के लिए);
- 6x4.9 (एम5 से एम8 तक शामिल);
- 11x9 (एम 14);
- 12x9 (केवल M16);
- 16x12 (केवल M20);
- 20x16 (डिवाइस M27 को चिह्नित करना)।
पूंछ भी हैं:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

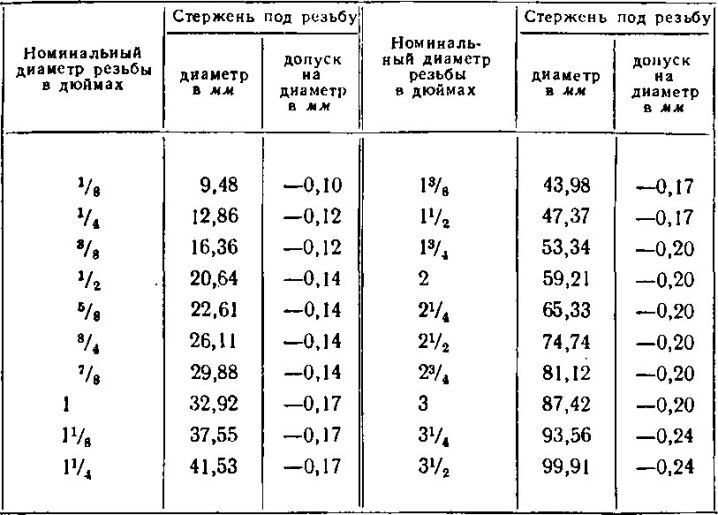
इंच आकार
वे यूएस और यूके से भेजे गए उत्पादों के लिए विशिष्ट हैं। यदि खांचे का क्रॉस सेक्शन 3/16 है, तो छेद को 0.36 से 0.37 सेमी तक सख्ती से रखा जाता है। काफी लोकप्रिय 1/4 इंच के नल 5-5.1 मिमी ट्यूबल बनाते हैं, और कक्षा 3/8 उत्पादों के लिए ये आंकड़े 7 होंगे , 7 और 7.9 मिमी, क्रमशः। राइफलिंग रिक्ति (मिलीमीटर में) के बराबर होगी:
- 1,058;
- 1,27;
- 1,588.

1/2 प्रारूप 2.117 मिमी नाली रिक्ति मानता है। इस मामले में, 1.05 मिमी का मार्ग रखा गया है। इंच के नल में 3.175 मिमी की थ्रेड पिच होती है। छेद 2.2 सेमी व्यास तक पहुंचता है। सबसे बड़े मॉडल 17/8 श्रेणी के हैं। थ्रेड पिच 5.644 मिमी है, और छेद व्यास 4.15 सेमी तक पहुंच जाएगा।
यह ध्यान दिया जाना चाहिए कि मीट्रिक और इंच अंकन उपकरणों के साथ, ऐसे भी हैं जो पाइपों में छेदों को चिह्नित करने के लिए डिज़ाइन किए गए हैं। 1/8 इंच के टूल के लिए, थ्रेड यात्रा 28 थ्रेड प्रति इंच है। यदि यह 1/2 वर्ग के अंतर्गत आता है, तो धागा 14 मोड़ प्रति इंच के अंतराल के साथ बनता है।
कट का क्रॉस सेक्शन 0.8566 और 1.8631 सेमी के बराबर होगा। दो इंच का पाइप टैप 11 धागे प्रति इंच बनाता है, और कट का क्रॉस सेक्शन 5.656 सेमी लिया जाता है।
ड्रिल व्यास कैसे चुनें?
छेद का आकार आज भी 1973 के GOST के अनुसार निर्धारित किया जाना जारी है। यद्यपि इस मानक को कई बार संशोधित किया गया है, इसके मानदंडों ने लगातार उनकी प्रासंगिकता की पुष्टि की है। उद्योग, ऊर्जा और अन्य क्षेत्रों में काम के मामले में कुछ भी नहीं बदला है। लौह और अलौह धातुओं दोनों के प्रसंस्करण के लिए एक सार्वभौमिक दृष्टिकोण विशिष्ट है। आंतरिक धागे को काटने के लिए आवश्यक मापदंडों को निर्धारित करने के लिए, लैंडिंग पैड को ड्रिल करके शुरू करें।
यह एक डबल त्रिज्या के साथ किया जाता है। ध्यान से जांच लें कि ड्रिलिंग के दौरान चैनल आवश्यक खंड से 0.1-0.2 सेमी संकरा है। अन्यथा, यह ठीक से देखे गए आयामों के साथ मोड़ बनाने के लिए काम नहीं करेगा। एक मिलीमीटर या इंच के पैमाने पर, मापने के मानक को ध्यान में रखते हुए ड्रिल का चयन किया जाता है। कॉलिंग के लिए थ्रेड्स की संख्या को भी ध्यान में रखा जाना चाहिए।
एक और एक ही कुंडल को अलग-अलग तरीकों से निरूपित किया जा सकता है। यह प्रोफ़ाइल पर आसन्न फुटपाथों के बीच की खाई को मापकर स्थापित किया गया है। पहले 10 धागे गिनें। फिर वे उनके बीच मिलीमीटर की संख्या का अनुमान लगाते हैं और इस आंकड़े को 10 गुना कम करते हैं। स्ट्रोक की गणना एक समान तरीके से की जाती है, लेकिन इसकी गणना पहले से ही एक धागे के घुमावों से की जाती है।

भंगुर और कठोर मिश्र धातुओं के गुण नरम तन्य धातुओं से भिन्न होते हैं। जो लोग थ्रेडिंग के लिए नल का चयन करते हैं वे अक्सर इस बारे में भूल जाते हैं। तो, नरम सामग्री में, M8 धागे को 6.8 मिमी के छेद की आवश्यकता होती है। ठोस में - 0.1 मिमी कम।
यह भी सलाह दी जाती है कि GOST में स्थापित व्यास में सीमा विचलन को ध्यान में रखा जाए और पारंपरिक और चिपलेस नल के बीच के अंतर पर ध्यान दिया जाए।















टिप्पणी सफलतापूर्वक भेजी गई थी।