टैप होल्डर्स के बारे में वह सब कुछ जो आपको जानना आवश्यक है
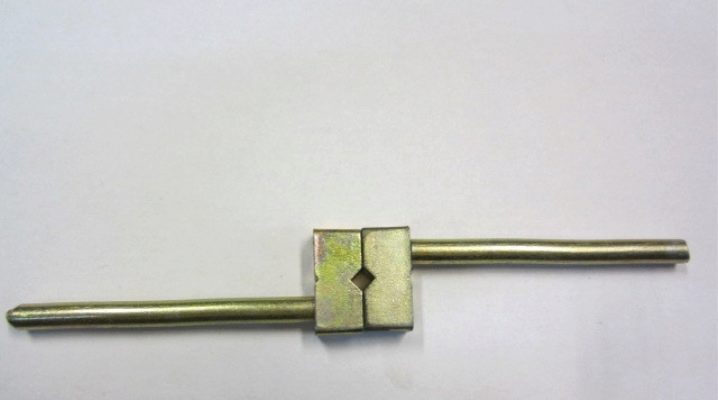
विभिन्न प्रकार के उपकरणों के पारखी और व्यक्तिगत कार्यशालाओं के आयोजन के लिए, आपको नल धारकों के बारे में जो कुछ भी जानना आवश्यक है वह अत्यंत महत्वपूर्ण है। शाफ़्ट, मॉडल M3-M12, M6-M20 और अन्य आकारों के साथ और बिना यूनिवर्सल टैप होल्डर उल्लेखनीय है। और यह पता लगाना भी उपयोगी है कि इसे स्वयं कैसे बनाया जाए।


सामान्य विवरण
बड़ी संख्या में हाथ उपकरण हैं। लेकिन सामान्य पृष्ठभूमि के खिलाफ भी, नल धारक बाहर खड़ा है। धागे को ठीक से काटने के लिए इस स्थिरता को नल की पूंछ को पकड़ने के लिए डिज़ाइन किया गया है। थ्रेड-कटिंग ब्लॉक सिर्फ होल्डिंग यूनिट में जुड़ा हुआ है। इसके बाद, यह गति में (घुमाता है) सेट हो जाता है।

इस मामले में, थ्रेडिंग काफी आसान और आत्मविश्वासी है। सबसे अधिक बार, यह उपकरण सार्वभौमिक श्रेणी से संबंधित है। डिवाइस मैन्युअल अंशांकन कार्य (आंतरिक धागे के निर्माण के साथ) के लिए उपयुक्त है। इस तरह के एक सहायक तत्व के बिना, आवश्यक प्रयास को लागू करना और साथ ही साथ कुछ भी तोड़ना बहुत मुश्किल है। नल धारक बिना किसी विकृति के, उन्हीं नलों के मरोड़ के बिना, अक्षीय तल के संबंध में इसे सामान्य स्थिति में रखते हुए, सुचारू रूप से गारंटी देते हैं।

फ़ैक्टरी टैप होल्डर आमतौर पर अपनी स्व-निर्मित समानता से बेहतर होता है। इसके डिजाइन में कई तरह की बारीकियां हैं। हालांकि, घटकों के सामान्य मानक को काफी आत्मविश्वास से विकसित किया गया है, और उनकी कमोबेश विशिष्ट संरचना किसी भी उत्पाद में पाई जाती है। इसके बारे में:
-
निश्चित संभाल;
-
चलती पटाखे;
-
प्रिज्म के आकार के फ्रेम;
-
वापस लेने योग्य हैंडल, कभी-कभी एक शाफ़्ट के साथ पूरक;
-
goujons (ब्लॉक जो आपको पटाखे ठीक करने की अनुमति देते हैं)।

नल धारक का विशिष्ट ज्यामितीय आकार एक वर्ग है। नल के टांग का आकार 1981 के GOST 3266 में निर्दिष्ट है। औपचारिक रूप से, हालांकि, यह मानक स्वयं नल को संदर्भित करता है - लेकिन होल्डिंग उपकरणों के साथ इसका संबंध काफी तार्किक है। टैप होल्डर्स के पास कई तरह के टूल विकल्पों के लिए कभी-कभी 2 या 3 पॉकेट होते हैं, लेकिन 1 पॉकेट वाले मॉडल भी होते हैं।

वे क्या हैं?
आकार के अनुसार
नल धारकों की ज्यामितीय विशेषताएं उनके बीच फ्लैट और कोणीय मॉडल को अलग करना संभव बनाती हैं। ऊपर वर्णित मानक संरचना रोटेशन की रेडियल दिशा वाले मॉडल को संदर्भित करती है। अंत टी-आकार के उपकरणों को इस तथ्य से अलग किया जाता है कि धागे की गहराई में वृद्धि करते समय, उन्हें अधिक से अधिक बल लागू करना होगा। ऐसे सभी उपकरण डिफ़ॉल्ट रूप से एक शाफ़्ट के साथ बनाए जाते हैं, जो रोटरी नॉब्स को पुनर्व्यवस्थित करते समय टैप होल्डर के स्थिर स्थान की गारंटी देता है; यह समाधान सीमित स्थानों में काम करने के लिए उपयुक्त है।


नल के घूर्णन की दिशा में
यह ऑपरेशन के दौरान नल धारक के काम करने वाले हिस्से के रेडियल या अक्षीय आंदोलन के बारे में नहीं है। नल स्वयं दक्षिणावर्त घूम सकते हैं। उनकी मुख्य विशेषता बाएं से दाएं दिशा में धागे का उठना है। यदि यह विपरीत दिशा में चलता है, तो मरोड़ को वामावर्त जाना चाहिए। इस पर, हालांकि, उत्पादित नल धारकों का क्रम समाप्त होने से बहुत दूर है।

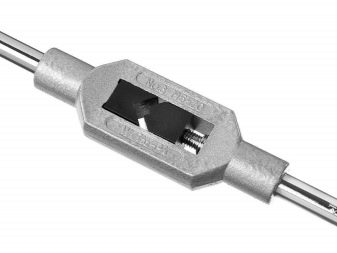
कुछ मामलों में, एक स्थिर टोक़ बनाए रखना महत्वपूर्ण है। इस उद्देश्य के लिए, कैलिब्रेटेड मैनुअल चिमटे सबसे उपयुक्त हैं। होल क्रॉस-सेक्शन के गलत चयन या विशेष रूप से कठोर भागों के प्रसंस्करण से भी कोई समस्या नहीं होगी। उपकरण बस फिसल जाएगा - और नुकसान के खिलाफ नल का मज़बूती से बीमा किया जाएगा। कैलिब्रेटेड डिवाइस की संरचना में एक बॉडी शामिल है।

इस मामले में हैंडल संलग्न करने के लिए एक मार्ग है। हैंडल खुद घुमावदार हैं। उनके निर्माण के लिए, मध्यम कार्बन या बड़ी मात्रा में कार्बन स्टील के साथ संतृप्त किया जाता है। दबाव आस्तीन चल है। इसके एक सिरे पर टांग के लिए एक चौकोर उद्घाटन रखा गया है।
एक वापसी वसंत भी प्रदान किया जाता है। इसे कड़ाई से परिभाषित टोक़ के लिए ट्यून किया गया है। रस्क को 2 या 4 तत्वों में बांटा गया है। दूसरे प्रकार को बढ़ी हुई कार्यक्षमता और कॉन्फ़िगरेशन में आसानी की विशेषता है। चूंकि रस्क स्ट्रिप्स के हिस्से क्रमिक रूप से चलते हैं, वर्ग के सभी फलक उसी तरह बदलेंगे।

उपकरण के क्रॉस सेक्शन और सीट की लंबाई के बीच के अनुपात से काम की सटीकता प्रभावित होती है। फ्लैट विस्तारित कॉलर दिशा को ईमानदारी से बनाए रखने की अनुमति नहीं देते हैं। विशेष रूप से सटीक उपकरण कठोर उपकरण स्टील्स से बनाए जाते हैं। यह भी महत्वपूर्ण हो सकता है कि वसंत को कितनी अच्छी तरह कैलिब्रेट किया गया था। यदि यह अत्यधिक मोटा है, तो टोक़ बहुत अधिक है, और जब पतला हो जाता है, तो उपकरण को भारी पहनने के अधीन, धागे को काटने में बहुत अधिक समय लगेगा।

एक सार्वभौमिक नल धारक वह है जिसे किसी भी धागे को काटने के लिए डिज़ाइन किया गया है। आम तौर पर, यह एक सर्कल में चलता है। राज्य मानक सार्वभौमिक स्थिरता में विशेष रूप से मजबूत उपकरण स्टील के उपयोग के लिए प्रदान करता है। एक उपकरण जो मानक को पूरा नहीं करता है वह निम्न-गुणवत्ता वाली धातु से बना हो सकता है। मैनुअल मॉडल के साथ, खराद के लिए मॉडल भी हैं।

ऐसे उपकरण कई कंपनियों द्वारा निर्मित किए जाते हैं। कुछ मामलों में, सीमित टॉर्क वाले मॉडल का उपयोग करना अधिक सही होता है। शरीर और आस्तीन में संभोग कैम की एक जोड़ी डाली जाती है। थ्रेडिंग शुरू करने से पहले, आपको धातु हटाने की मात्रा निर्धारित करनी होगी। जब निर्धारित मान से अधिक हो जाता है, तो कैमरे इंटरलॉक करना बंद कर देते हैं और फिसलन शुरू हो जाती है।
ऊपर बताए गए शाफ़्ट होल्डर को कोलेट प्रकार के अनुसार भी बनाया जा सकता है। ऐसे उत्पाद छोटे भागों में गहरे धागे बनाने के लिए उपयुक्त होते हैं। रिवर्सिंग उपकरण अच्छा है क्योंकि यह आपको पहले से ही काम किए गए क्षेत्र से फिर से गुजरने के लिए थोड़ा सा वापस लेने और छोटी चूक को परिष्कृत करने की अनुमति देता है।

मजबूत होल्डिंग इकाई विशेष रूप से गहन कार्य के लिए उपयुक्त है। यह यूं ही टूटने की प्रवृत्ति नहीं रखता है और बहुत प्रभावी ढंग से काम करता है।
आयाम
टैप होल्डर M3-M12 का आकार क्रमशः 3 से 12 मिमी तक होता है। इसे स्ट्रक्चरल स्टील से बनाया गया है। साथ ही विशिष्ट श्रेणियां होंगी:
-
M6-M20;
-
M6-M24;
-
एम 8-एम 24;
-
एम 8-एम 27।

कैसे इस्तेमाल करे?
फ़ैक्टरी-निर्मित होल्डिंग डिवाइस में एक हटाने योग्य कवर होता है। इसके तहत वर्ग को समायोजित करने के लिए एक तंत्र है। एक विशेष पेंच के साथ काम करते हुए, वे पटाखों के स्लैट्स की गहराई को बदलते हैं। पेंच में सतह के निशान होते हैं जो आपको त्रुटियों को खत्म करने की अनुमति देते हैं।जैसा कि पहले ही उल्लेख किया गया है, हटाए गए धातु की मात्रा महत्वपूर्ण है।
यह सूचक सामग्री की नाजुकता पर निर्भर करता है। कच्चा लोहा अधिक भंगुर होता है - और उसके लिए ऐसे भत्ते कम किए जाते हैं। इस नियम के उल्लंघन से एक मामले में अत्यधिक पहनने और उपकरण के विनाश का खतरा होता है, और दूसरे परिदृश्य में - भाग का विनाश या इसके आंशिक विरूपण।

सही सेटिंग के साथ, समय के साथ कैमरों की व्यस्तता गायब हो जाती है। नतीजतन, डिवाइस बिल्कुल सही समय पर काम करना बंद कर देता है।
इसे स्वयं कैसे करें?
कुछ मामलों में, एक घरेलू उपकरण अभी भी बहुत बुरी तरह से काम नहीं करता है। और निजी जरूरतों के लिए, यह काफी प्रभावी ढंग से काम करता है। अखरोट के अलावा, आपको इसके लिए बोल्ट या स्टड की आवश्यकता होगी। भागों का आकार आनुपातिक होना चाहिए, अन्यथा किसी सामान्य कार्य की बात नहीं हो सकती है। धातु के लिए ड्रिल का उपयोग करके अखरोट (युग्मन) में छेद प्राप्त किए जाते हैं।
ड्रिल के आवश्यक आकार का अनुमान कैलीपर से लगाया जाता है। फिर एक केंद्र छिद्र का उपयोग करके मार्ग के मध्य भागों को चिह्नित करें। जब मार्कअप पूरा हो जाता है, तो वर्कपीस को एक वाइस के साथ तय किया जाता है और छेद ड्रिल किए जाते हैं। फिर वे एक उपयुक्त आकार का नल लेते हैं और इसके साथ युग्मन नट के अंदर के कटों को लंबा करते हैं।

काटने के उपकरण को ठीक रखने के लिए, आप रिंच का उपयोग कर सकते हैं।
बोल्ट दोनों तरफ खराब हो गए हैं। कुछ और बारीकियां हैं जो आपको कॉलर में नल को अधिक कुशलता से माउंट करने की अनुमति देती हैं। बोल्ट को यथासंभव कसकर लपेटने की सलाह दी जाती है। अंकन उपकरण एक ऊर्ध्वाधर विमान में स्पष्ट रूप से रहना चाहिए। एक अन्य विकल्प लॉक नट्स की एक जोड़ी स्थापित करना है, जो नल को बढ़ते समय कड़ा कर दिया जाता है; एक ओपन-एंड रिंच ऐसा करने में मदद करेगा।


कुछ शिल्पकार ग्रोव्ड बोल्ट का उपयोग करके टांगों के प्रतिधारण में सुधार करते हैं। इन्हें एंगल ग्राइंडर से तैयार किया जाता है।थोड़े से काम के साथ, एक घरेलू फाइल भी मदद करती है; किसी भी मामले में खांचे का कोण 90 डिग्री होना चाहिए। बोल्टेड थ्रेडेड प्रोट्रूशियंस को आसानी से रबर ट्यूब या हीट सिकुड़ ट्यूब से ढक दिया जाता है, जिससे टूल की उपयोगिता बढ़ जाती है। सिर के नुकीले किनारे गोल होते हैं; यदि कोई एमरी मशीन नहीं है, तो इस तरह की हेरफेर एक साधारण ग्राइंडर पर भी की जाती है।

एक वैकल्पिक समाधान में स्टील वर्ग से समान खंडों की एक जोड़ी काटना शामिल है। उनकी लंबाई 7-8 सेमी है। फिर एक खाली को दूसरे के ऊपर रखा जाता है, जिससे कुछ ओवरलैप हो जाता है। फिक्सिंग चिपकने वाली टेप या मास्किंग टेप के साथ की जाती है। रिक्त स्थान में कुछ छेद ड्रिल किए जाते हैं।
चैनलों को पिरोने की जरूरत है। आगे डॉकिंग पहले से ही सख्ती से (बोल्ट पर) की जाती है। बीच में एक और मार्ग तैयार किया जा रहा है। अर्ध-तैयार उत्पाद को फिर से नष्ट कर दिया जाता है और त्रिकोणीय फ़ाइल के साथ अंतिम रूप दिया जाता है।

टैप डालने के लिए, आपको पहले बोल्ट को खोलना होगा, और फिर उन्हें अपेक्षित रूप से फिर से ठीक करना होगा।
अपने हाथों से नल के लिए धारक कैसे बनाएं, वीडियो देखें।













टिप्पणी सफलतापूर्वक भेजी गई थी।