खराद चक के बारे में सब कुछ

मशीन टूल्स के सुधार के बिना धातु उद्योग का तेजी से विकास संभव नहीं होता। वे पीसने की गति, आकार और गुणवत्ता निर्धारित करते हैं।
खराद चक वर्कपीस को मजबूती से पकड़ता है, आवश्यक क्लैंपिंग बल और केंद्रित सटीकता प्रदान करता है। यह लेख पसंद के संबंध में मुख्य बारीकियों पर चर्चा करता है।

peculiarities
इस उत्पाद का उपयोग मशीन टूल्स पर स्पिंडल पर वर्कपीस को ठीक करने के लिए सामान्य और विशेष उद्देश्यों के लिए किया जाता है। यह उच्च टोक़ के साथ एक मजबूत पकड़ और उच्च क्लैंपिंग बल प्रदान करता है।


प्रकार
आधुनिक बाजार में लट्ठों के लिए बड़ी संख्या में चक प्रस्तुत किए जाते हैं: पट्टा, वायवीय, झिल्ली, हाइड्रोलिक। उन सभी को निम्नलिखित चार मानदंडों के अनुसार वर्गीकृत किया गया है।
क्लैंपिंग तंत्र के डिजाइन के अनुसार
इन मापदंडों के अनुसार, खराद चक को कई प्रकारों में विभाजित किया जाता है।
-
गाइड कारतूस। ऐसे उत्पाद सबसे सरल होते हैं और केंद्र प्रसंस्करण के लिए उपयोग किए जाते हैं। यदि पक्षों को तेज करने की आवश्यकता है, तो सेरेशन या पिन के साथ विकल्प चुनें।
-
स्व-केंद्रित सर्पिल.
-
उत्तोलक. इस प्रकार को हाइड्रोलिक ड्राइव द्वारा संचालित कनेक्टिंग रॉड की उपस्थिति की विशेषता है। उत्पाद छोटे उद्योगों में बढ़ती मांग का दावा करता है।
-
वेज-रेल. यह एक लीवर जैसा दिखता है, लेकिन इसमें उच्च केंद्रित सटीकता होती है।
-
कोलिट. ऐसी इकाई केवल छोटे व्यास की छड़ के रूप में नमूनों को ठीक कर सकती है। कम बहुमुखी प्रतिभा के बावजूद, यह अपने कम रेडियल रनआउट के कारण लोकप्रिय है, जिसका गुणवत्ता पर सकारात्मक प्रभाव पड़ता है।
-
ड्रिलिंग - ड्रिल को मशीन से जोड़ने के लिए।
-
चक सिकोड़ें. इसका उपयोग कोलेट के समान मशीनों पर किया जाता है, लेकिन इसके लिए सिकुड़ने की आवश्यकता होती है।
-
कोलेट डिवाइस का एक विकल्प हाइड्रोलिक एयर चक है। खराद चक द्रव के दबाव की क्रिया के तहत उपकरण को जकड़ लेते हैं, इसलिए उपकरण को सुरक्षित रूप से जकड़ने के लिए कम बल की आवश्यकता होती है।


आइए कुछ लोकप्रिय किस्मों की संरचना और विशेषताओं पर करीब से नज़र डालें।
कोलिट
एक धातु आस्तीन द्वारा एक महत्वपूर्ण भूमिका निभाई जाती है, जिसे तीन, चार या छह शेयरों में विभाजित किया जाता है। उनकी संख्या निश्चित उत्पाद का अधिकतम व्यास निर्धारित करती है।
डिजाइन के अनुसार, उन्हें दो किस्मों में विभाजित किया जा सकता है: फ़ीड कोलेट और क्लैम्पिंग कॉललेट। उनमें तीन गैर-छिद्रित कटआउट के साथ एक कठोर स्टील आस्तीन होता है, जिसके सिरों को एक पंखुड़ी बनाने के लिए एक दूसरे के खिलाफ दबाया जाता है। इजेक्टर कॉललेट स्प्रिंग लोडेड होते हैं और संख्या मॉडल से मॉडल में भिन्न होती है।

जैसे ही कोलेट चक में आगे बढ़ता है, खांचा संकरा हो जाता है, कुंडी और वर्कपीस की पकड़ बढ़ जाती है।
इस कारण से, इस प्रकार की चक का उपयोग अक्सर उन वर्कपीस को खत्म करने के लिए किया जाता है जो पहले से ही मशीनीकृत हो चुकी हैं।यदि वर्कपीस का प्रकार कोलेट के आकार से मेल नहीं खाता है, तो शिल्पकार विनिमेय आवेषण के उपयोग का सहारा लेते हैं।

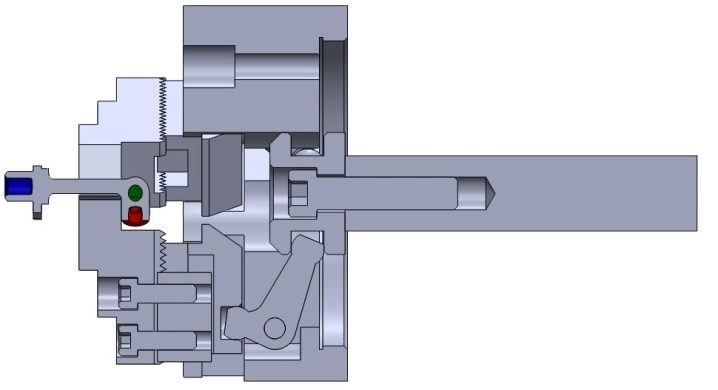
उत्तोलक
इस उपकरण के डिजाइन में केंद्रीय स्थान पर दो-हाथ वाले लीवर का कब्जा है जो धारकों और क्लैंप को चलाता है। उनमें से प्रत्येक के पास अलग-अलग संख्या में कैमरे हैं। यह सुविधा आपको जटिल ज्यामिति वाले भागों को संसाधित करने की अनुमति देती है। खराद पर चक को सहायक कार्य के लिए अधिक समय की आवश्यकता होती है, जिससे उत्पादकता कम हो जाती है। हालांकि, यह छोटे कारखानों में एकल उत्पादन के लिए उपयुक्त उपकरण है।

इस प्रकार की मशीन को एक रिंच के साथ समायोजित किया जा सकता है (जो एक ही समय में कैम को स्थानांतरित करता है). प्रत्येक भाग की स्थिति को स्वतंत्र रूप से भी समायोजित किया जा सकता है।
वर्कपीस को जकड़ने के बाद, लीवर-प्रकार के उत्पाद को आमतौर पर खुरदरापन के लिए चुना जाता है, क्योंकि थोड़ी सी भी प्रतिक्रिया भविष्य के हिस्से के आकार को प्रभावित कर सकती है।
कील
खराद के लिए पच्चर चक लीवर प्रकार के डिजाइन का एक अधिक उन्नत संस्करण है। क्लैंप की स्थिति को समायोजित करने के लिए कई स्वतंत्र एक्ट्यूएटर का उपयोग किया जाता है। नतीजतन, जटिल ज्यामिति वाले वर्कपीस को किसी भी दिशा में क्लैंप और घुमाया जा सकता है। अन्य बातों के अलावा:
-
उत्पादों को एक छोटी सी त्रुटि और सटीक आकार के साथ संसाधित करना संभव है;
-
प्रत्येक कैम पर एक समान बल लगाया जाता है;
-
उच्च गति पर उच्च गुणवत्ता निर्धारण।


हालाँकि, यह काम से पहले सेटअप और सेटअप समय की जटिलता को बहुत बढ़ा देता है। कई मामलों में, खराद चक में सीएनसी उपकरणों के साथ काम करने के लिए अनुकूलित विशेष चक मॉडल होते हैं।
कैमरों की संख्या के अनुसार
निम्नलिखित आइटम सबसे अधिक मांग में हैं।
-
दो जबड़े. इस तरह के कारतूस में दो सिलेंडर होते हैं, एक तरफ जबड़े या एक यांत्रिक संचरण के बीच एक पेंच होता है। यदि अंतराल को वर्कपीस की ओर स्थानांतरित कर दिया जाता है, तो केंद्रीय अक्ष को भी स्थानांतरित कर दिया जाएगा।
-
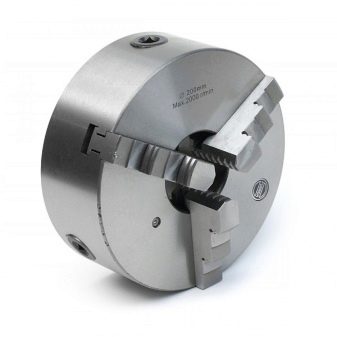
तीन-जबड़े. वे एक गियर ड्राइव द्वारा संचालित होते हैं, जिससे आप बिना समय लेने वाले पुन: समायोजन के भागों को जल्दी से ठीक कर सकते हैं। शंक्वाकार या बेलनाकार कंधों का उपयोग करके केंद्रीकरण किया जाता है।
-
चार जबड़े. इसे शिकंजा के साथ बांधा गया है और पूरी तरह से स्वायत्त है, उनकी कुल्हाड़ी डिस्क के विमान में हैं। इस प्रकार के खराद चक को सावधानीपूर्वक केंद्रित करने की आवश्यकता होती है।
-
छह जबड़े. ऐसे कारतूसों में कम पेराई बल होता है, और संपीड़न बल समान रूप से वितरित होता है। कैम दो प्रकार के होते हैं: बिल्ट-इन कैम और असेंबल कैम। वे बहुत लोकप्रिय नहीं हैं, और आप उन्हें केवल पूर्व-आदेश देकर खरीद सकते हैं।


क्लैंप प्रकार से
चक कैम को फॉरवर्ड कैम और रिवर्स कैम में बांटा गया है। इसका प्रदर्शन पर लगभग कोई महत्वपूर्ण प्रभाव नहीं पड़ता है।
यह शायद सबसे लोकप्रिय डिजाइन है। तंत्र का संचालन दो-हाथ वाले लीवर का उपयोग करके कैम और क्लैंप को स्थानांतरित करना है।


सटीकता वर्ग द्वारा
कुल मिलाकर सटीकता के 4 वर्ग हैं:
-
एच सामान्य सटीकता है;
-
पी - वृद्धि हुई;
-
बी - उच्च;
-
ए - विशेष रूप से उच्च सटीकता।

आवेदन के आधार पर, जबड़े चक शरीर की सामग्री का चयन किया जा सकता है:
-
कच्चा लोहा एससी 30;
-
स्टील 500 एमपीए;
-
अलौह धातु।

आयाम
कुल 10 मानक खराद चक आकार हैं: 8, 10, 12, 16, 20, 25, 31.5, 40, 50 और 63 सेमी।


निर्माता अवलोकन
आधुनिक बाजार में जर्मन बहुत लोकप्रिय है। रोहमी और पोलिश बाइसन-बियल, जिसमें तकनीकी उपकरण, उपकरण और मशीन घटकों के उत्पादन के लिए कारखाने भी हैं।हालांकि वे बहुत महंगे हैं, लेकिन खराद के चक के बिना कुछ भी उत्पादन करना अब अकल्पनीय है।


और बेलारूसी निर्माता बेलमाश के कारतूस भी सीआईएस में बहुत लोकप्रिय हैं।

चुनते समय क्या विचार करें?
गलत डिज़ाइन से दोषपूर्ण उत्पादों और मशीन के टूटने की संख्या में वृद्धि हो सकती है। GOST के अनुसार, कनेक्ट करते समय निम्नलिखित बातों को ध्यान में रखा जाना चाहिए।
-
स्पिंडल शाफ्ट पर बढ़ते प्रकार। बन्धन के लिए केंद्रित बैंड, फ्लैंगेस, कैम क्लैंप और कुंडा वाशर का उपयोग किया जा सकता है।
-
एक आवृत्ति सीमा होती है. अधिकतम गति पर विचार करें जिस पर खराद चक संचालित होगा।
-
जबड़े की संख्या, जबड़े का प्रकार (स्लिप ऑन या संयुक्त), कठोरता और क्लैंपिंग विधि, गति का प्रकार - यह सब क्लैंप के प्रदर्शन और इसके पुन: संयोजन के लिए आवश्यक समय निर्धारित करता है।

इसे स्वयं कैसे करें?
पहले से सोचें कि मशीन पर उत्पाद कैसे तय किया जाएगा, और यदि आवश्यक हो, तो थ्रेडेड स्लीव बनाएं या खरीदें। उसके बाद आप जारी रख सकते हैं।
-
मौजूदा प्लेट पर, एक वृत्त और उसके केंद्र से गुजरने वाली दो कुल्हाड़ियों को चिह्नित करें और 90 डिग्री के कोण पर प्रतिच्छेद करें।
-
निशान के साथ एक आरा के साथ सामने के पैनल को काटें, और इसे अच्छी तरह से रेत दें।
-
परिणामी अक्ष के साथ केंद्र से कुछ सेंटीमीटर और किनारे से दो से तीन सेंटीमीटर की दूरी पर खांचे काटे जाते हैं।
-
कोने को चार बराबर टुकड़ों में देखा, और प्रत्येक तरफ एक ही आकार के साथ एक छेद ड्रिल करें।
-
दूसरे कोने की पट्टी में एक M8 धागा काटें, और बोल्ट में पेंच करें।
-
शाफ्ट माउंटिंग के लिए थ्रेडेड बुशिंग फिट करें।
-
शिकंजा और वाशर के साथ ब्रैकेट को सामने के पैनल में संलग्न करें।
-
अंतिम चरण चक को खराद पर स्थापित करना है।
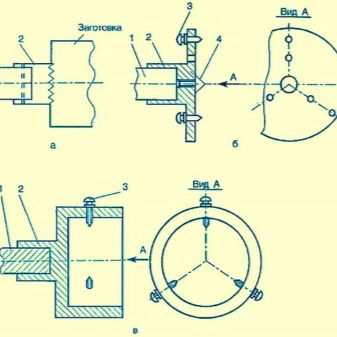

इस होममेड चक में वर्कपीस को सुरक्षित करने के लिए, कोण को घुमाया जाता है और अखरोट को कस कर तय किया जाता है, और अंत में वर्कपीस को धागे में खराब कर दिया जाता है।
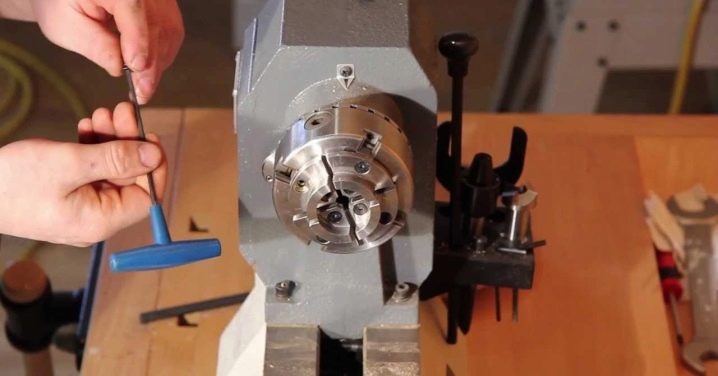
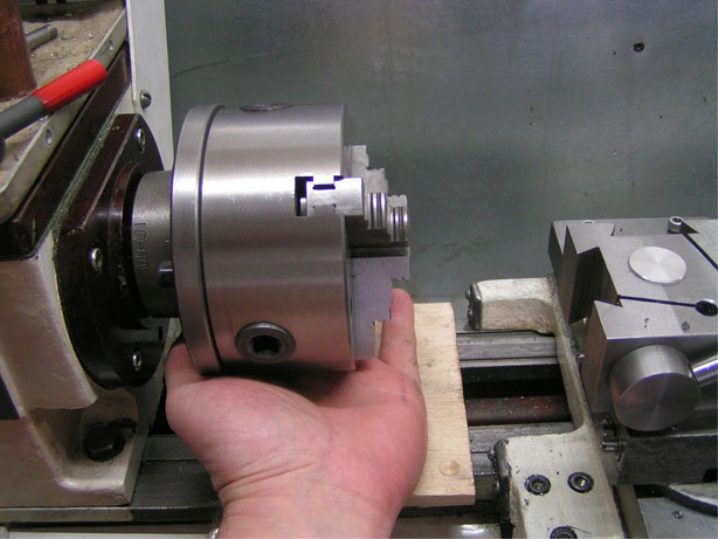
कैसे स्थापित करें और सही तरीके से निकालें?
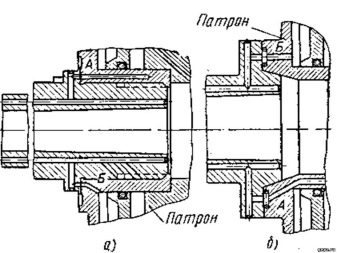
मशीन को थ्रेडेड या फ्लैंग्ड चक से लैस किया जा सकता है, यह सब उसके आकार पर निर्भर करता है। पहले प्रकार का उपयोग मिनी-मशीनों पर किया जा सकता है। थ्रेडेड चक बहुत भारी नहीं है इसलिए असेंबली कोई समस्या नहीं है, बस थ्रेडेड भागों को लाइन अप करें और उन्हें एक साथ स्क्रू करें। यह उपकरण के उपयोग के बिना एक व्यक्ति द्वारा किया जा सकता है।
कारतूस के निकला हुआ किनारा संस्करण का वजन 20 किलो से अधिक हो सकता है। सबसे लोकप्रिय प्रकार कुंडा वॉशर है जो धुरी के नीचे लगाया जाता है।


स्थापना कई चरणों में की जाती है।
-
पहले चक और धुरी की स्थिति की जाँच करें, और किसी भी दोष की मरम्मत करें। स्पिंडल रनआउट 3 माइक्रोन से अधिक नहीं होना चाहिए।
-
कार को न्यूट्रल में डाल दिया गया है. अगला, बढ़ते आधार पर कारतूस स्थापित किया गया है। अब हमें कारतूस को केंद्र में रखने की जरूरत है।
-
लगभग 1 सेमी की दूरी पर कैलीपर को धुरी में स्थापित करें, स्टड को निकला हुआ किनारा में छेद के साथ संरेखित करें। फिर टेलस्टॉक को चक में डाला जाता है, गाइड पूरी लंबाई को जबड़े के बीच चलाता है, फिर इसे क्लैंप किया जाता है।
-
अगले चरण में, कारतूस को स्पिंडल पर रखा जाता है (पिन निकला हुआ किनारा छेद में डाला जाता है) और क्विल को बढ़ाया जाता है - जंगम हेडस्टॉक झाड़ी।
-
फिर कैम खोला जाता है, टेलस्टॉक को वापस ले लिया जाता है, और नटों को कड़ा कर दिया जाता है। काम के अंत में, अंतिम चेहरे के रनआउट की जांच करें।

इसके बाद, विचार करें कि एक स्वचालित वुडवर्किंग मशीन के चक को कैसे हटाया जाए।
-
कैम को पहले से हटा लेने के बाद, गाइड को चक के सापेक्ष जितना हो सके आगे की ओर सेट करें। टेलस्टॉक संलग्न करें।
-
चक को अपनी जगह पर रखने वाले मेवों को एक-एक करके हटा दिया जाता है। ऐसा करने के लिए, चक की स्थिति को बदलने से रोकने के लिए गियर लीवर को न्यूनतम रोटेशन पर सेट करना आवश्यक है।
-
पहला अखरोट ढीला करने के बाद लीवर को तेज गति से चालू करें, और चक को सही स्थिति में घुमाएं।
-
क्विल को वापस लें और धीरे-धीरे चक को धुरी निकला हुआ किनारा से अलग करें।
-
यदि कारतूस का वजन काफी अधिक है, तो उसे किसी प्रकार के समर्थन पर रखा जाना चाहिए, फिर कैम को छोड़ दें, और गाइड को सॉकेट से हटा दें। बस, काम हो गया।
मशीनों की स्थापना और संचालन के नियमों का अनुपालन प्रसंस्करण वर्कपीस के परिणामों की गुणवत्ता की गारंटी देता है, और मशीन के दीर्घकालिक निर्बाध संचालन को सुनिश्चित करता है।
ऑपरेटिंग टिप्स
खराद का उचित उपयोग निम्नलिखित का तात्पर्य है।
-
नियमित सफाई उपकरण और नियमित रूप से चिप हटाने से डाउनटाइम, ब्रेकडाउन और टर्निंग में बर्बादी को कम करने में मदद मिलेगी। यदि रखरखाव व्यवस्थित रूप से नहीं किया जाता है, तो उपकरण के टूटने में नाटकीय रूप से वृद्धि हो सकती है, स्थायित्व कम हो सकता है, और उत्पादन लागत में वृद्धि हो सकती है।
-
उपकरण विफलता से बचने के लिए, काम करने वाले औजारों के काटने वाले किनारों और पीठ की स्थिति की नियमित रूप से जाँच करेंसुस्त उपकरणों को समय पर तेज करना या बदलना।
-
सभी आवश्यक घटकजैसे तेल, शीतलक, उपकरण, खराद के सामान और फास्टनरों, उपयुक्त गुणवत्ता और निर्दिष्ट ब्रांड का होना चाहिए।
-
दोषपूर्ण भागों और उपकरणों का प्रतिस्थापन, सरल समस्याओं का निवारण।













टिप्पणी सफलतापूर्वक भेजी गई थी।