लेथ कटर्स के बारे में वो सब कुछ जो आप जानना चाहते हैं

पेशेवर खराद के लिए कटर के बारे में सब कुछ जानते हैं, लेकिन अज्ञानी के लिए विभिन्न प्रकार, आकार और उपकरण निर्माताओं में खो जाना आसान है। और उनके लिए अपने हाथों से incenders बनाने के विषय पर संपर्क करना और भी कठिन है। लेकिन अभी भी तेज करने और स्थापना के नियम हैं। इस पर ध्यान देने योग्य है।

peculiarities
टर्निंग टूल क्या है - यह एक ऐसा तत्व है जिसमें एक धारक और एक काम करने वाला सिर शामिल होता है। पहला मशीन पर कटर को ठीक करने में मदद करता है, और दूसरा वर्कपीस के साथ काम करने में मदद करता है। धारक का क्रॉस सेक्शन चौकोर और आयताकार हो सकता है। काम करने वाले हिस्से में कई आसन्न विमान और काटने वाले किनारे शामिल हैं, और तीक्ष्ण कोण इस समय संसाधित होने वाली सामग्री की विशेषताओं के साथ जुड़ा हुआ है, और स्वयं प्रसंस्करण के प्रकार के साथ।

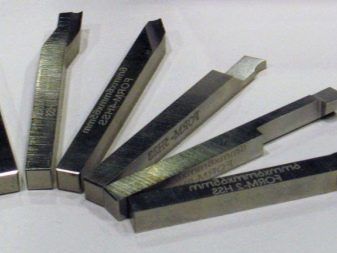
काम करने वाले सिर के बारे में थोड़ा: यह ठोस या प्लेटों के साथ हो सकता है जो इसे वेल्डेड (या मिलाप) करते हैं। और आज भी एक खराद के लिए कटर हैं जो विनिमेय प्लेटों के साथ काम करते हैं, जो बहुत सुविधाजनक है। ठोस तत्वों वाले कटर कम आम हैं, लेकिन वेल्डेड / सोल्डर वाले के साथ - बहुत अधिक बार।वे टैंटलम, टाइटेनियम या टंगस्टन के साथ उच्च गति वाले स्टील या कठोर मिश्र धातु से बने होते हैं।

भाग का उपयोग स्टील, कच्चा लोहा, अलौह धातु उत्पादों, साथ ही गैर-धातु प्रकार की सामग्री को संसाधित करने के लिए किया जा सकता है।
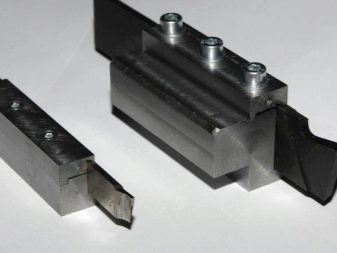
जैसा कि पहले ही उल्लेख किया गया है, आवेषण के परिवर्तन के साथ कटर को मोड़ना एक पेशेवर के लिए एक सुविधाजनक चीज है। सिर पर प्लेट को यांत्रिक रूप से शिकंजा या विशेष क्लैंप के साथ रखा जा सकता है। और फिर इसका उपयोग करना बहुत सुविधाजनक है। खासकर अगर प्लेट खनिज सिरेमिक से बनी हो (हालांकि इस मामले में कट-ऑफ हिस्से की लागत तेजी से "कूद" जाएगी)।
टर्निंग टूल का काम करने वाला हिस्सा कार्बाइड है, ऐसा होता है - हाई-स्पीड स्टील से, या उच्च-गुणवत्ता वाले कार्बन स्टील से। कृन्तक कई प्रकार के होते हैं, यह एक बड़ा और जटिल वर्गीकरण है।


अवलोकन देखें
कृन्तक कार्यक्षमता, डिज़ाइन की बारीकियों और अन्य मापदंडों में भिन्न होते हैं।
मिलने का समय निश्चित करने पर
यहां हम उन सामग्रियों के बारे में बात कर रहे हैं जिनके साथ कटर काम करता है।
-
लकड़ी से। बाजारों में, वे छल्ले, कंघी, रेयर, हुक, मेसेल के साथ सेट में पाए जा सकते हैं। कटर और रोटेशन तंत्र को एक साथ बांधा जाता है।
-
धातु के लिए। जब आपको प्लेट को वेल्ड या सोल्डर करने की आवश्यकता होती है, तो वे कटर के लिए इष्टतम विकल्प के बारे में बात करते हैं। इस मामले में कठोर और उच्च गति वाले मिश्र धातुओं का अधिक बार उपयोग किया जाता है। ऐसे कटरों की स्थापना न केवल खराद पर, बल्कि स्लॉटिंग, प्लानिंग, विशेष उद्देश्यों और अन्य पर भी संभव है।

यह वर्गीकरण छोटा है, यहाँ चुनाव मुश्किल नहीं होगा।
डिजाइन द्वारा
ये ठोस कृन्तक होते हैं, जिसमें शाफ्ट और सिर को एक प्रणाली द्वारा जोड़ा जाता है। या यह वेल्डेड प्लेटों वाला एक उपकरण है, वे बहुत मजबूती से सिर से जुड़े होते हैं। यदि प्लेटों की सोल्डरिंग तकनीकी सटीकता के बिना की गई थी, तो बाद में काम की सतह पर दरारें बन सकती हैं। ऐसे कटर व्यापक रूप से उपयोग किए जाते हैं, क्योंकि वे विभिन्न प्रकार की मशीनों के लिए उपयुक्त हैं।
आवेषण के यांत्रिक बन्धन वाले कटर को धातु के आवेषण के लिए सुविधाजनक विकल्पों में से एक माना जाता है। यह पूर्वनिर्मित, और समायोजन किस्मों, और धारकों पर लागू होता है।

प्रसंस्करण के प्रकार से
यहां कटर को फिनिशिंग और सेमी-फिनिशिंग में बांटा गया है। परिष्करण के लिए, फ़ीड गति में कम है, एक छोटी मोटाई वाली सामग्री को रिक्त स्थान से हटा दिया जाता है। अक्सर, ऐसे उपकरण कटर के माध्यम से दर्शाए जाते हैं। अर्ध-परिष्करण वाले पिछले संस्करण के समान हैं, लेकिन वे परिष्करण वाले की तुलना में विशेषताओं में कमजोर हैं। लेकिन उनका उपयोग समान कार्यों के लिए किया जा सकता है।


स्थापना के प्रकार से
स्पर्शरेखा incenders - एक उपकरण जो एक निश्चित कोण पर स्थापित होता है, इसके अलावा, किसी को भी, एक सीधे के अपवाद के साथ। यह उस सतह की धुरी के सापेक्ष मापा जाता है जो ऑपरेशन से गुजरती है। और उपकरण आंतरिक मोड़ के लिए एक जटिल फास्टनर योजना द्वारा प्रतिष्ठित है।
रेडियल कटर को संसाधित की जा रही सतह पर विशेष रूप से समकोण के निर्धारण द्वारा प्रतिष्ठित किया जाता है। औद्योगिक उद्देश्यों के लिए, एक लोकप्रिय विकल्प। और रेडियल किस्म का एक बड़ा प्लस है - यह एक सरलीकृत माउंटिंग सिस्टम है।


सबमिशन के प्रकार से
यहां यह और भी सरल है: बाएं इंसुलेटर को काटने के दाहिने हिस्से के साथ उपकरण कहा जाता है, यह इसके लिए है कि संसाधित होने वाली धातु को चालू किया जाता है। दाईं ओर काटने वाले हिस्से में बाईं ओर एक काटने वाला हिस्सा होता है, प्रसंस्करण के लिए धातु की सतह को उस पर घुमाया जाता है।

काटने वाले हिस्से को रॉड से बांधकर
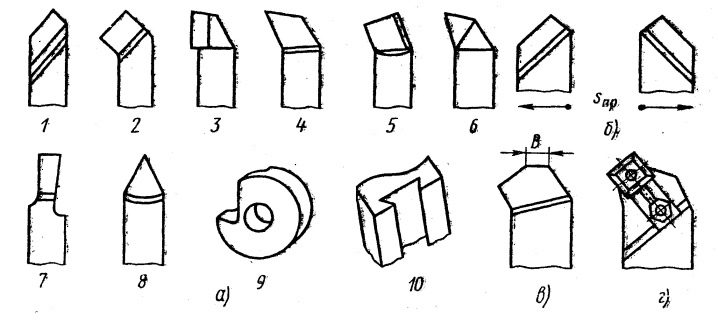
और यह विशेषता 4 प्रकार के कृन्तकों को प्रस्तुत करती है। मुड़े हुए लोगों को एक विशेष घुमावदार रेखा द्वारा प्रतिष्ठित किया जाता है, जो ठीक ऊपरी स्थिति के प्रक्षेपण अक्ष के लिए एक विशेषता है।और पार्श्व स्थानीयकरण लाइनों की सीधी स्थिति सुनिश्चित करता है। सीधे कृन्तक वे होते हैं जिनकी प्रक्षेपण धुरी ऊपर और बगल से एक सीधी रेखा बनाए रखती है।
पीछे हटने वाले incenders में, सिर और शाफ्ट आकार में भिन्न होते हैं, सिर छोटा होगा। यह कृंतक अक्ष से जुड़ा हुआ है। विवरण किसी भी दिशा में, incenders की धुरी के संबंध में कुछ विस्थापन की विशेषता है। खैर, ऊपरी स्थानीयकरण के साथ घुमावदार incisors एक सीधी रेखा द्वारा प्रक्षेपण अक्ष से जुड़े हुए हैं, जबकि पार्श्व प्रक्षेपण एक घुमावदार रेखा के साथ है।


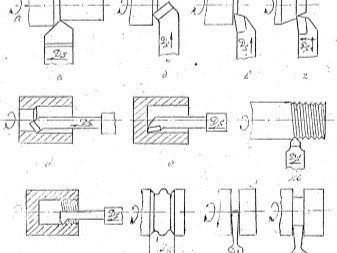
प्रसंस्करण विधि द्वारा
और कई किस्में हैं।
-
अंडरकट। यदि यह एक क्रॉस फीड मशीन है, तो उपकरण आसानी से उपकरण से जुड़ा होता है। ये या तो विभिन्न सतहों के किनारे हैं, या चरणबद्ध तत्व हैं।
-
चौकियों। अनुप्रस्थ और अनुदैर्ध्य फ़ीड उपकरण के साथ धातु के काम के लिए कार्यात्मक। यह सच है अगर ट्रिमिंग सिरों को बेलनाकार और शंकु के आकार के रिक्त स्थान को संदर्भित करता है।
-
उबाऊ। अंतराल और अवकाश के लिए, साथ ही साथ अंधा छेद के लिए आवश्यक है।
-
गोल। यहां फॉर्म ने नाम को परिभाषित किया।
-
पिरोया। बाहरी और आंतरिक धागे एक ट्रेपोजॉइडल सेक्शन के साथ-साथ गोल और आयताकार बनते हैं। उत्पाद स्वयं सम, गोल और उत्तल भी हो सकते हैं।


और इंसुलेटर भी हैं (वे आयताकार किनारों को बनाए रखते हैं), घुमावदार (वे केवल आकार में भिन्न होते हैं, थोड़ा), आकार (वे जटिल संरचनाओं के आकार के रूपों के साथ संयुक्त होते हैं)।
सामग्री
यह पहले ही नोट किया जा चुका है कि कृन्तक विभिन्न प्रकार की सामग्रियों से बनाए जाते हैं। उदाहरण के लिए, कठिन से। ये टंगस्टन उपकरण हैं जो अलौह धातुओं और विभिन्न मिश्र धातुओं को संसाधित कर सकते हैं। कच्चा लोहा, गैर-धातुओं से बने वर्कपीस के लिए अच्छा है। टाइटेनियम-टंगस्टन कटर भी हैं जो किसी भी धातु के साथ काम कर सकते हैं।और टैंटलम-टंगस्टन-टाइटेनियम कटर की आवश्यकता होती है जहां कार्य कठिन धातुओं का प्रसंस्करण होता है, उदाहरण के लिए, फोर्जिंग और गर्मी प्रतिरोधी, यानी, जिन्हें इतनी आसानी से नहीं लिया जाता है।


यदि कटर तेजी से काटने वाली सामग्री से बनाए जाते हैं, तो वे मानक-दक्षता और उच्च दक्षता वाले हो सकते हैं। लेकिन वे उपकरण जो कार्बन सामग्री से बने होते हैं, और बिल्कुल सही, उच्चतम गुणवत्ता वाले माने जाते हैं।
डायमंड कटर का भी उपयोग किया जाता है: वे अलौह धातुओं के साथ-साथ प्लास्टिक, रबर, इबोनाइट, फाइबर को अच्छी तरह से संसाधित करते हैं। लेकिन लौह धातु के लिए, वे लगभग काम नहीं करते हैं, क्योंकि उनके संबंध में हीरे के कटर को बहुत नाजुक माना जाता है। एल्बोर को हीरे के तत्वों का "ताजा" प्रतियोगी माना जाता है।

शीर्ष निर्माता
मुख्य निर्माताओं और रूसी कंपनियों में भी। उदाहरण के लिए, आईएनआईजीएस, वह अच्छी कीमत पर भागों के माध्यम से उत्कृष्ट उबाऊ बनाता है। और घरेलू ब्रांडों में भी, कनाश्स्की आईजेड नेता है, जिसका एक लोकप्रिय उत्पाद एक सीधी रेखा है। आयात कंपनियों में से, चेक निर्माताओं का बहुत भरोसा है।
सेट भी लोकप्रिय हैं, उदाहरण के लिए, लकड़ी के उपकरण का एक सेट। लोकप्रिय उत्पादों में से - "एनकोर", साथ ही "मेटलमास्टर", प्रोमा, प्रॉक्सॉन। हालांकि, आपको न केवल ब्रांड, कीमत और उत्पादन के देश पर ध्यान केंद्रित करने की आवश्यकता है।


चयन युक्तियाँ
कटर का चयन इस आधार पर किया जाता है कि किस तरह के हिस्से को संसाधित किया जाना है, भाग की सामग्री पर, आकार और वांछित सतह खत्म होने पर। उदाहरण के लिए, एक आंतरिक छेद के बिना एक बेलनाकार भाग के लिए एक अनुरोध है, जिसका अर्थ है कि कटर को सीधे, सीधे या थ्रस्ट कटर के माध्यम से एक मोड़ की आवश्यकता होगी।
चुनते समय और क्या विचार करें:
-
निर्माण की सामग्री (स्टेनलेस स्टील या हार्ड मिश्र, उदाहरण के लिए);
-
किट की उपस्थिति / अनुपस्थिति (सेट खरीदना अक्सर अधिक लाभदायक होता है);
-
एक सार्वभौमिक उपकरण का उपयोग करने की संभावना, इस तरह के कटर को पूर्वनिर्मित भी कहा जा सकता है, क्योंकि इसमें धारक से विभिन्न प्लेटों को जोड़ा जा सकता है, और इसलिए विभिन्न कोणों पर विभिन्न वर्कपीस को संसाधित किया जा सकता है।

बहुत बार, पेशेवरों को "अपने लिए" उपकरण चुनने में कठिनाइयों का सामना करना पड़ता है। यह वास्तव में उपयोग में आसान होना चाहिए, और साथ ही, अधिमानतः, सस्ता होना चाहिए। और घर का बना कटर बनाने का विचार ऐसा जुआ नहीं है।
इसे स्वयं कैसे करें?
मान लीजिए हम लकड़ी के लिए टर्निंग टूल के निर्माण के बारे में बात कर रहे हैं। यह ऐसे उपकरण हैं जो अधिक बार अपने दम पर बनाए जाते हैं।
किसी भी प्रकार की छेनी में इस पैटर्न का पालन करना शामिल है।
-
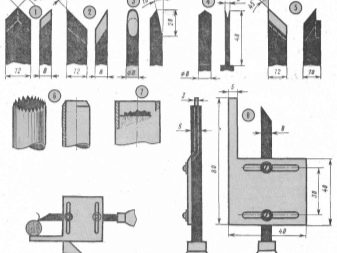
चित्र या तस्वीरों के अनुसार, वांछित आकार का एक स्टील रिक्त काट दिया जाता है - यह निर्दिष्ट आयामों के अनुसार खराद पर किया जाता है।
-
भविष्य के कटर का प्राथमिक तेज किया जाता है।
-
धातु के हिस्से को सख्त किया जाना चाहिए ताकि कटर विभिन्न प्रकार की लकड़ी को संसाधित कर सके। सबसे पहले, धातु को सीमित तापमान तक गर्म किया जाता है, फिर इसे इंजन के तेल में उतारा जाता है, और वहां इसे पूरी तरह से ठंडा होना चाहिए। या आप इसे कमरे के तापमान पर ही रख सकते हैं।
-
इसके बाद फिनिशिंग टच आता है।
-
कटर का काटने वाला हिस्सा उपकरण के लकड़ी के हैंडल पर लगा होता है।


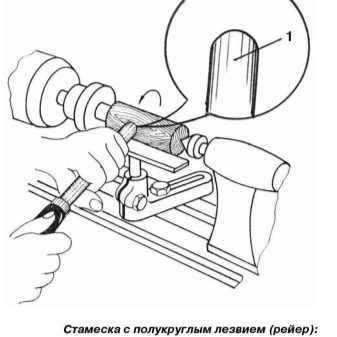
इस प्रक्रिया में, सबसे महत्वपूर्ण क्षण प्राथमिक शार्पनिंग होगा। कटर बहुत अलग हैं, वे एक फ़ाइल से बने हैं, उदाहरण के लिए, लेकिन सार उपकरण के उद्देश्य में ठीक है, यह परिणाम को प्रभावित करता है। उदाहरण के लिए, एक अर्धवृत्ताकार कटिंग एज के साथ एक कटर बनाने के लिए, वर्कपीस पर एक समोच्च चिह्नित किया जाता है, इसके साथ सभी अनावश्यक हटा दिए जाते हैं और वांछित त्रिज्या की नोक को तेज किया जाता है। काटने के किनारे को सावधानी से तेज किया जाना चाहिए ताकि यह समान रूप से बाहर आए।

अपने हाथों से कटर-रेयर बनाने का एक उदाहरण।
-
एक फ़ाइल से आकार में एक रिक्त जाली है।
-
एक फ्लैट वर्कपीस को अर्धवृत्ताकार क्रिम्प पर रखा जाता है, जो एविल होल में खड़ा होता है, एक अर्धवृत्ताकार ट्रॉवेल शीर्ष पर तय होता है, और इसे हथौड़े से मारा जाता है। ऐसा इसलिए किया जाता है ताकि अनुदैर्ध्य अक्ष के चारों ओर कैनवास मुड़ा हुआ हो। एक ट्रॉवेल के बजाय, एक स्टील बार का उपयोग किया जाता है।
-
सख्त होने तक, "ड्राफ्ट" को 45 डिग्री के कोण पर घुमाया जाता है। सख्त होने के बाद, ऐसा करना अधिक कठिन होगा, इसलिए यह महत्वपूर्ण है कि इस क्षण को याद न करें।
-
फिर वर्कपीस को सख्त कर दिया जाता है, इसे ठंडा करने की अनुमति देने की आवश्यकता होती है।
-
कैनवास को 200 डिग्री तक गर्म करने के लिए ओवन में भेजा जाता है। 20 मिनट के बाद, वे इसे बाहर निकालते हैं और इसे ठंडा होने तक हवा में ही छोड़ देते हैं।
-
बाहरी और आंतरिक सतहों को संसाधित किया जाता है, सभी विकृतियों को आवश्यक रूप से संरेखित किया जाता है।
-
काटने के किनारे को पहले अनुदैर्ध्य अक्ष के लंबवत संरेखित करके तेज किया जाना चाहिए।
-
यह केवल हैंडल लगाने के लिए बनी हुई है - रेयर अपने हाथों से तैयार है।

वैसे, उपकरण का उपयोग करने के उद्देश्य के आधार पर, इसके कार्यों की चौड़ाई के आधार पर, रेयर का ब्लेड सीधा या बेवल, घुंघराले हो सकता है।
तेज करने की बारीकियां
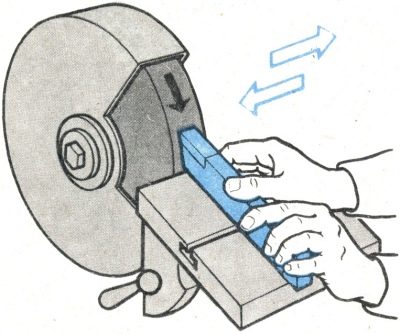
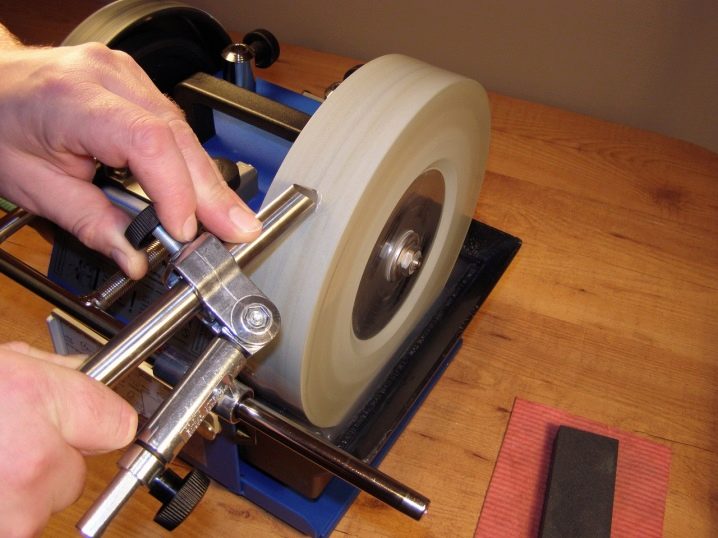
तीक्ष्ण कृन्तक जिम्मेदार क्षण से अधिक है। इसके बिना, काम करने वाले हिस्से को इष्टतम स्थिति में, आकार में और समकोण के साथ बनाए रखना संभव नहीं होगा। डिस्पोजेबल कार्बाइड डालने के रूप में केवल कटर को तेज करना जरूरी नहीं है। अगर हम औद्योगिक उद्यमों के बारे में बात करते हैं, तो एक विशेष मशीन पर कटर को तेज किया जाता है। घर में आपको रचनात्मक होना होगा। उदाहरण के लिए, इसके लिए रसायनों या पीसने वाले पहियों का उपयोग किया जा सकता है। एक खराद पर अक्सर एक अपघर्षक पहिया स्थापित किया जाता है - यह कटर को काफी अच्छी तरह से तेज कर सकता है, उपकरण को वांछित ज्यामिति में ला सकता है।


यदि आप एक पीसने वाला पहिया चुनने का निर्णय लेते हैं, तो आपको आधार सामग्री पर ध्यान देने की आवश्यकता है। उदाहरण के लिए, कार्बाइड कटर को सही ढंग से तेज करने से सर्कल हरा, कार्बोरंडम होगा। यदि उच्च गुणवत्ता वाले कार्बन स्टील या उच्च गति वाले स्टील से बने हिस्से को तेज किया जाता है, तो कोरन्डम व्हील का चयन किया जाना चाहिए।
शार्पनिंग को ठंडा करने के साथ और बिना किया जाता है, और पहला विकल्प कई कारीगरों के लिए अधिक बेहतर होता है। जहां कटर ग्राइंडिंग व्हील के संपर्क में आता है वहां ठंडे पानी की आपूर्ति की जाएगी। यदि शीतलन को बाहर रखा गया है, तो प्रक्रिया के बाद उपकरण को तेजी से ठंडा करना अस्वीकार्य है, काटने वाले हिस्से में बस टूटने का जोखिम है।
पैनापन में अनुकरणीय चरणबद्धता भी शामिल है: सबसे पहले, सर्कल पर, आधार की पिछली सतह को संसाधित किया जाता है, फिर पीछे की सहायक, और केवल फिनिश लाइन पर - सामने। वक्रता की आवश्यक त्रिज्या को ध्यान में रखते हुए, कृंतक टिप को तेज करने से काम पूरा हो जाएगा।
तेज करने के समय, तत्व को धीरे-धीरे एक सर्कल में ले जाया जाना चाहिए (बस धीरे-धीरे, जल्दबाजी अक्सर ऑपरेशन को बाधित करती है), इसे बहुत कठिन दबाए बिना। वर्दी पहनने के संगठन और एक अत्यंत समान अत्याधुनिक बनाने के लिए यह महत्वपूर्ण है।
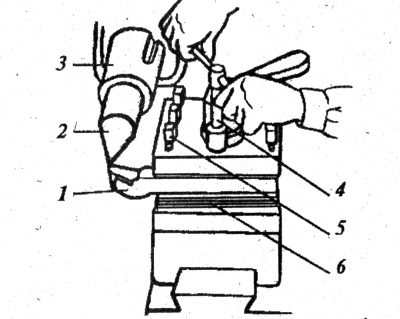
स्थापना नियम
उपकरण धारक पर तत्व का त्रुटिहीन निर्धारण बाद का सही मोड़ है। यदि आप उपकरण को गलत तरीके से सेट करते हैं, तो मशीन जल्द ही अत्याधुनिक हो जाएगी। स्थापना शुरू करने से पहले, धारक के समर्थन को साफ किया जाना चाहिए। अनिवार्य रूप से, नियम # 1 यह है कि कटर की नोक खराद की केंद्र रेखा के स्तर पर होनी चाहिए (इसका अर्थ है केंद्रित होना)। यदि रेखा के नीचे सेट किया जाता है, तो भाग चलने पर बस केंद्र से बाहर धकेल दिया जाएगा, यदि इसे अधिक सेट किया जाता है, तो हीटिंग अस्वीकार्य होगा और पहनना तेज़ होगा।

स्थापना के बारे में और क्या जानना महत्वपूर्ण है:
-
यदि यह कम से कम दो बोल्ट के साथ एक विशेष धारक में तय किया गया है, तो यह पहले से ही सही स्थापना की गारंटी देता है;
-
एक निश्चित कटर को टेलस्टॉक या हेडस्टॉक के केंद्र में लाया जाता है, ऊंचाई समायोजन से गुजरता है, इसके नीचे तीन से अधिक लाइनिंग नहीं रखी जाती हैं;
-
वैसे, अस्तर जटिल तरीके से तैयार किए जाते हैं, उनका कोई विकल्प नहीं है;
-
बाद के प्रस्थान (1.5 कोर से अधिक नहीं) के नियंत्रण के साथ कटर धारक के समर्थन पर लाइनिंग रखी जाती है, अन्यथा मशीन कंपन के साथ काम करेगी;
-
फिर आप टेस्ट चिप्स या फीड डायल के साथ कटर की गहराई को समायोजित कर सकते हैं;
-
यदि पहली विधि ली जाती है, तो कटर को तब तक कसकर लाया जाता है जब तक कि वह रोटेशन तत्व को नहीं छूता है, फिर वह दाईं ओर जाता है, और फिर काटने की गहराई को सहज रूप से निर्धारित किया जाता है;
-
यदि आप शार्पनिंग व्यास से चूक गए हैं, तो आपको आवश्यक कटिंग गहराई के साथ सब कुछ दोहराना होगा जब तक कि आपको सही न मिल जाए।
वैसे आप कटर को होल्डर में लगाने से पहले यह जान लें कि इसमें एक साथ 4 एलिमेंट फिक्स किए जा सकते हैं। प्रति माउंट दो बोल्ट से कम प्रदान नहीं किया जाता है।
धातु काटने के लिए, लकड़ी की सतहों को तराशने के लिए, कटर लगभग अपरिहार्य हैं। आप एकवचन में वांछित तत्व की खोज कर सकते हैं, आप सीएनसी मशीनों के लिए मल्टी-कटर सेट खरीद सकते हैं, और कुछ तत्वों को अपने दम पर बनाने में कम खर्च आएगा। मुख्य बात यह है कि उपकरण की कार्यक्षमता को ठीक से जानना और इसके साथ काम करने की तकनीक को समझना।














टिप्पणी सफलतापूर्वक भेजी गई थी।