खराद के लिए घुटने टेकने की सुविधाएँ
विशेष रोलर्स का उपयोग करके थ्रेड रोलिंग उत्पादन में अधिकांश कारीगरों द्वारा उपयोग किया जाने वाला एक लोकप्रिय और बहुमुखी विकल्प है। इस समाधान ने न केवल उच्च-सटीक धागे प्राप्त करने की अनुमति दी, बल्कि यह भी सुनिश्चित किया कि तैयार उत्पाद आवश्यक आवश्यकताओं को पूरा करता है और भागों के प्रसंस्करण में तेजी लाता है।

सामान्य विवरण
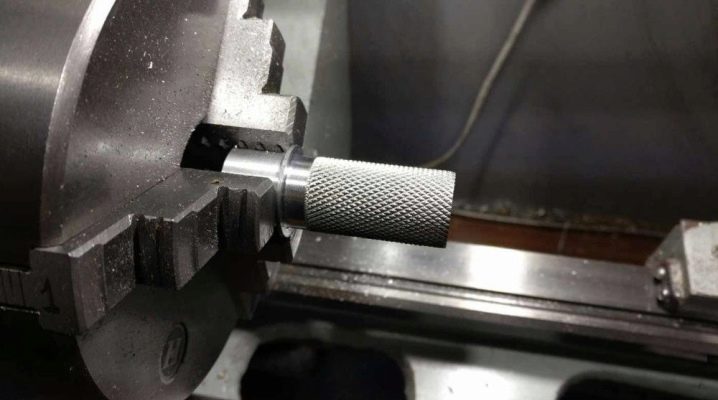
खराद पर किया जाने वाला नूरलिंग, एक विशेष तकनीक है जिसका उपयोग उत्पादों की विभिन्न सतहों को बनाने के लिए किया जाता है। विशेष उपकरणों की मदद से, शिल्पकार भागों को रोल करने का प्रबंधन करते हैं:
-
जाल;
-
गलियारा;
-
जोखिम;
-
पायदान।


आज, प्रसंस्करण सामग्री की रोलिंग विधि, जिसके बाद थ्रेडिंग होती है, को एक सार्वभौमिक विकल्प माना जाता है जो उपलब्ध कराता है:
-
उत्पादों के कामकाज और ताकत विशेषताओं में सुधार;
-
दोषों का उन्मूलन - दरारें, खरोंच और अन्य विकृतियाँ;
-
उत्पाद के संक्षारण प्रतिरोध में वृद्धि;
-
संचालन में सुधार के लिए तत्व का आधुनिकीकरण।

कुछ विवरणों को बाद में उपयोग करने के लिए सुविधाजनक बनाने के लिए एक रोलिंग प्रक्रिया की आवश्यकता होती है। उदाहरण के लिए, अक्सर शिकंजा या हैंडल के सिर पर विशेष गलियारे बनाए जाते हैं।
प्रकार
धातु के काम में खराद में दो प्रकार के घुंघरू का उपयोग शामिल है।
-
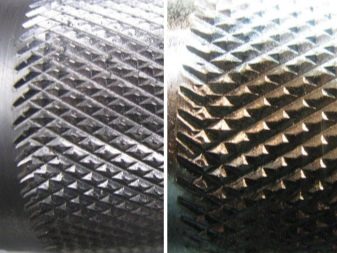
प्रपत्र निर्माण. उनका उपयोग तब किया जाता है जब दांत और धागे बनाने की आवश्यकता होती है। मूल रूप से, बेलनाकार भागों को संसाधित किया जाता है। और नूरलिंग का उपयोग मापक यंत्रों पर निशान लगाने के लिए भी किया जाता है, जो बाद में माप के पैमाने होंगे। कई उद्योगों में, नूरलिंग को गियर रोलिंग के रूप में भी जाना जाता है।
-
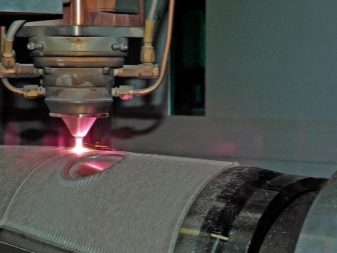
हार्डनिंग. इस तकनीक का उपयोग करके, उत्पाद के पहनने के प्रतिरोध को बढ़ाना संभव है, इस प्रकार सेवा जीवन का विस्तार करना। और नूरलिंग भी संसाधित तत्व की ताकत विशेषताओं को बढ़ाता है। प्रसंस्करण की प्रक्रिया में, सामग्री की सतह पर सख्त किया जाता है, जिसके कारण परिचालन गुणों में सुधार होता है। मूल रूप से, हार्डनिंग नूरलिंग का उपयोग फास्टनरों, शाफ्ट या झाड़ियों के निर्माण में किया जाता है।

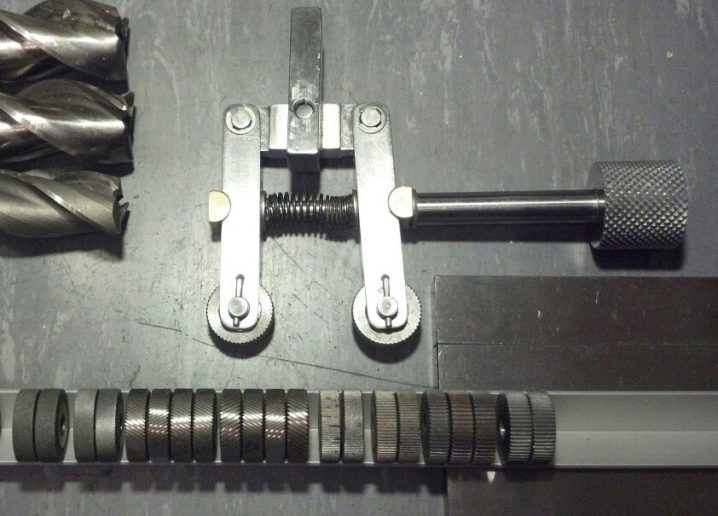
टिकाऊ स्टेनलेस स्टील से बने आधार और रोलर्स - विशेष उपकरणों का उपयोग करके नूरलिंग किया जाता है। प्रत्येक रोलर पर दांतों के आयाम भविष्य के धागे या अन्य प्रकार के प्रसंस्करण के आकार और आकार को निर्धारित करते हैं।

निम्नलिखित प्रकार के वीडियो हैं।
-
बेलन. तत्वों का उपयोग सतह पर राहत बनाने के लिए किया जाता है। वांछित परिणाम प्राप्त करने के लिए, रोलर को धारक में स्थापित करना आवश्यक है, जिसे बाद में टूल पोस्ट में लगाया जाएगा। नूरलिंग रोलर्स को अतिरिक्त रूप से एक- और दो-तरफा में विभाजित किया गया है। एक सीधा पैटर्न बनाते समय पूर्व की मांग होती है, बाद वाले मेष गलियारे के लिए आवश्यक होते हैं।

- दांतेदार. दांत बनाने के उद्देश्य के लिए लागू, मुख्य रूप से बेलनाकार भागों के प्रसंस्करण के लिए उपयोग किया जाता है। दांतेदार रोलर्स की मदद से वांछित मापदंडों को एक बार में हासिल करना संभव है।

- सार्वभौमिक. वे विभिन्न तत्वों पर गलियारे बनाना संभव बनाते हैं: हैंडल से फास्टनरों तक। और जोखिम और निशान बनाने के लिए भी बनाया गया है।

- मानक. इस तरह के रोलर्स हार्ड मिश्र धातु इस्पात या कठोर लोहे से इकट्ठी की गई साधारण गेंदें हैं। भाग पर समान दबाव के लिए कुछ तत्व स्प्रिंग से सुसज्जित हैं। ऐसे रोलर्स का लाभ दबाव बल को समायोजित करने की क्षमता है। अधिक बार, मानक मॉडल का उपयोग करके, न्यूनतम कठोरता के कुछ हिस्सों को संसाधित किया जाता है।


काम करने के लिए, रोलर की पसंद से सावधानीपूर्वक संपर्क करना सार्थक है, क्योंकि परिणाम तत्व के आकार, आकार और निष्पादन पर निर्भर करेगा।
उपयोग की बारीकियां
प्रक्रिया को करने के लिए, टर्निंग उपकरण की आवश्यकता होती है - एक मशीन। काम शुरू करने से पहले, उपकरण पर गति निर्धारित करना आवश्यक है - प्रति मिनट 100 से अधिक नहीं। शक्तिशाली मॉडल और पेशेवर मशीनें एक समय में कार्य का सामना करने में सक्षम हैं। घर पर, आपको उत्पाद को कई बार रोल करना होगा।
रोलिंग चार प्रकार की होती है:
-
प्रत्यक्ष;
-
कोणीय;
-
पार;
-
अर्धवृत्ताकार।

पहले दो विकल्पों में एक नूरलिंग रोलर का उपयोग शामिल है। क्रॉस-रोलिंग के लिए दो भागों की आवश्यकता होती है।
अर्धवृत्ताकार रोलिंग करने वाले रोलर्स की एक विशेषता एक विशेष अर्धवृत्ताकार नाली है जिसमें एक त्रिज्या होती है जहां कटिंग होती है। यह सुनिश्चित करने के लिए कि प्रक्रिया के दौरान भाग किनारों से आगे नहीं जाता है, खांचे की त्रिज्या भाग के गोलाई की त्रिज्या से लगभग आधे घुंघरू चरण से अधिक होनी चाहिए।
नूरलिंग का उपयोग करने की अन्य विशेषताएं।
-
सीधे और क्रॉस नूरलिंग के लिए, कक्षों के आयामों को ध्यान में रखा जाना चाहिएअन्यथा सतह पर गड़गड़ाहट बनेगी।
-
रोलिंग करते समय, उत्पाद का व्यास औसतन 0.5 knurling चरणों से बढ़ जाता है। रोलर्स चुनते समय इसे ध्यान में रखा जाना चाहिए।
-
नूरलिंग चरण की गणना कई मापदंडों के आधार पर की जाती है: सामग्री का व्यास और विशेषताएं, साथ ही सतह की लंबाई जिसे मशीनीकृत किया जाना है. उदाहरण के लिए, कठोर सामग्री के लिए, यह एक बड़ा कदम चुनने लायक है। वही बड़े व्यास के छेद वाले भागों पर लागू होता है।
-
भाग की सतहों को खत्म करने से पहले थ्रेड रोलिंग प्रक्रिया शुरू करना उचित है।. यह रोलर्स के कारण बड़े तनावों की घटना से समझाया गया है, जिसके कारण तत्वों के आयाम बदल सकते हैं।
-
लगभग कोई भी मशीन काम करेगी। एक उच्च शक्ति टूलहोल्डर से लैस।
-
प्रक्रिया से पहले रोलर्स को ब्रश से अच्छी तरह साफ किया जाना चाहिए, ताकि संसाधित की जा रही सामग्री की सतह को नुकसान न पहुंचे।

नूरलिंग एक जटिल प्रक्रिया है, जिसके पहले उपकरण, सामग्री और संरचना के संयोजन की तैयारी का ध्यान रखना आवश्यक है। प्रक्रिया शुरू करने के लिए, आपको धारक में रोलर स्थापित करना होगा। निम्नलिखित प्रकार हैं:
-
फ्लोटिंग हेड होल्डर;
-
एक- या दो तरफा;
-
यू के आकार का;
-
वी के आकार का।


यूनिवर्सल मशीन मॉडल एक बार में रोलर्स की एक जोड़ी के साथ काम करना संभव बनाते हैं, जिसके कारण क्रॉस पैटर्न प्राप्त करना संभव है। अन्य उपकरण आपको उपकरण की क्षमताओं का विस्तार करते हुए, खांचे की गहराई को बदलने की अनुमति देते हैं।













टिप्पणी सफलतापूर्वक भेजी गई थी।