लेथ्स के बारे में आपको जो कुछ भी जानने की जरूरत है

एक खराद के बिना, भागों की सतहों को मोड़ना, तेज करना, समतल करना अत्यंत सटीक रूप से नहीं किया जा सकता है। मैनुअल काम में कई गुना अधिक समय लगेगा।

यह क्या है?
खराद लकड़ी, मिश्रित सामग्री, साथ ही धातुओं और उनके मिश्र धातुओं के साथ काम करता है। यह मशीन गोलाकार, बेलनाकार, शंक्वाकार और अन्य भागों के कम-वर्तमान और उच्च-सटीक मोड़ का उत्पादन करती है। खराद बाहरी और आंतरिक धागों को कई गुना तेजी से काटता है, जो एक मास्टर हाथ से मरने या नल से करता है, उत्पादों के लिए भागों, ड्रिल और काउंटरसिंक घटकों के सिरों को काटता है और गोल करता है, और तकनीकी छेदों को फिर से लगाता है।

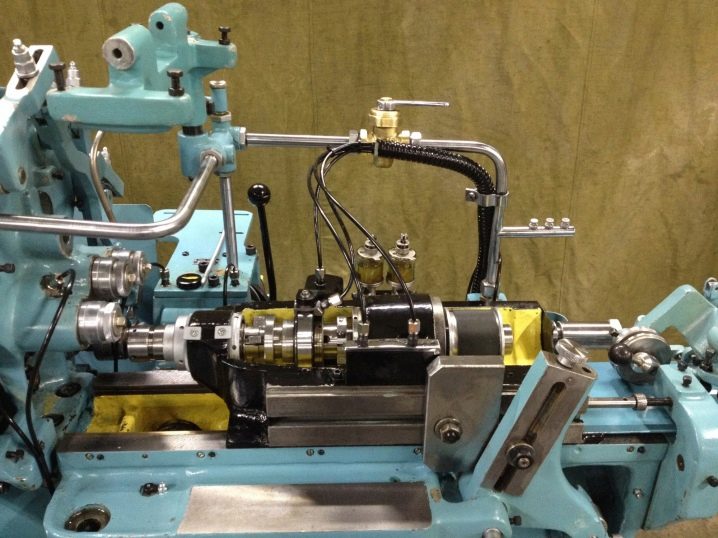
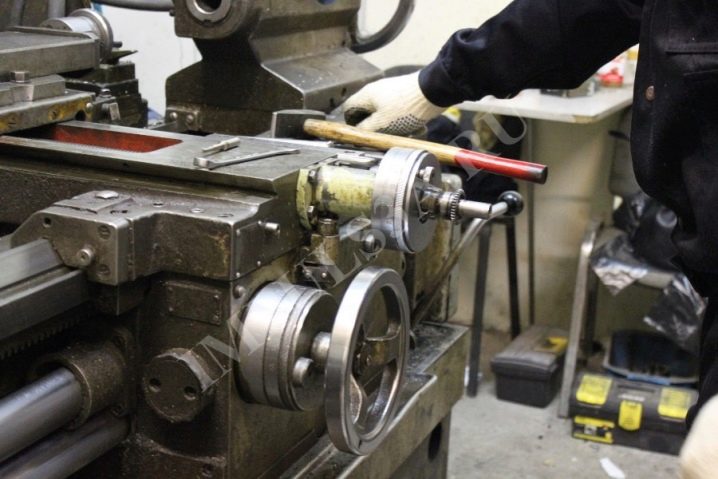
मशीन में निम्नलिखित घटक होते हैं: एक फ्रेम, एक स्पिंडल के साथ एक ड्राइव (कार्यात्मक इकाई में फ्रंट और रियर स्पिंडल हेडस्टॉक्स भी शामिल हैं), एक कैलीपर, एक गियरबॉक्स, एक गियरबॉक्स (यदि डिवाइस परोक्ष रूप से संचालित है), एक इलेक्ट्रोमैकेनिकल या इलेक्ट्रॉनिक नियंत्रण उपकरण (एक या अधिक नियंत्रण सर्किट का उपयोग मोनो-बोर्ड या कैसेट-मॉड्यूलर निर्माण के आधार पर किया जाता है), बटन और स्विच के साथ एक रिमोट कंट्रोल। सीएनसी मॉड्यूल भागों के उत्पादन को चालू रखता है, जिससे मानव कारक कम से कम हो जाता है।


उपस्थिति का इतिहास
आदिम मशीन टूल्स बनाने के प्रयास प्राचीन काल से हैं। कुछ समय पहले तक, जिसे बड़े पैमाने पर औद्योगीकरण द्वारा चिह्नित किया गया था - पहले पश्चिमी देशों में, और फिर यूएसएसआर में - मशीन टूल्स काफी आदिम थे। वे बड़े पैमाने पर उत्पादन के लिए अनुकूलित नहीं हैं। तलवार और खंजर को तेज करने के लिए एक मशीन बनाने के प्रयास असफल नहीं थे: चौथी शताब्दी ईसा पूर्व में। इ। चीनी उपकरणों का इस्तेमाल करते थे जो अपेक्षाकृत समान ब्लेड देते थे।

मशीन नियंत्रण के अधिक कुशल साधन के रूप में यांत्रिक समर्थन केवल 18 वीं शताब्दी की शुरुआत में दिखाई दिया। उस समय की मशीन में काटने वाले चाकू के लिए एक धारक था, जो मैन्युअल रूप से चलते हुए, संसाधित किए जा रहे वर्कपीस के खिलाफ अच्छी तरह से फिट होता है। पेंच और बोल्ट के धागे काटना एक उच्च तकनीक कौशल माना जाता था।
20 वीं शताब्दी की शुरुआत में ही यंत्रीकृत उपकरणों का व्यापक रूप से उपयोग किया जाने लगा। इलेक्ट्रिक मोटर ने ऐसी मशीनों पर हॉर्स ट्रैक्शन और दहनशील ईंधन का उपयोग करने की आवश्यकता को समाप्त कर दिया।
सोवियत काल में, 16K20 समूह के खराद, साथ ही 1K62 उपकरण फैल गए।
सोवियत मशीन टूल्स शक्तिशाली और भरोसेमंद, टिकाऊ उपकरण हैं, जो उपभोग्य सामग्रियों की उचित देखभाल और प्रतिस्थापन के साथ 150 साल तक चल सकते हैं (ऑपरेटिंग नियमों के अधीन)।

प्रकार
खराद कुछ प्रजातियों की विविधता तक पहुँच चुके हैं: लकड़ी का काम और पत्थर का काम, धातु का काम, कांच और मिश्रित के साथ काम करने के लिए मशीनें आदि। एक अलग किस्म सजावटी टर्निंग मशीन है, जो उदाहरण के लिए, एक गोल डिजाइन के साथ दरवाज़े के हैंडल प्राप्त करने की अनुमति देती है।

विशिष्ट प्रकार की मशीनों को निम्नलिखित सूची में प्रस्तुत किया गया है।
फेरस मेटल और अलौह धातु पर काम करने के लिए स्क्रू-कटिंग लेथ का उत्पादन किया जाता है। यह पतला भागों को बदल देता है, मीट्रिक, इंच, मॉड्यूलर और पिच थ्रेड्स को काटता है - और इसे छोटे पैमाने पर उत्पादन के लिए डिज़ाइन किया गया है। 16K20 इकाई बस यही है। स्क्रू-कटिंग लैट्स में सटीकता के तीन वर्ग होते हैं: पी - बढ़ा हुआ, एच - सामान्य, बी - उच्च, ए - अल्ट्रा-हाई, सी - अल्ट्रा-सटीक प्रसंस्करण।


टर्निंग और रोटरी उत्पादों के लिए, रोटेशन की धुरी लंबवत स्थित होती है। यह मशीन बेलनाकार और शंक्वाकार भागों को काटती है, सिरे और खांचे को काटती है। आधुनिकीकरण के लिए धन्यवाद, प्रतिलिपि स्रोत के अनुसार आकार की सतहों को मोड़ना और साधारण उत्पादों को काटना और पीसना संभव है।


बड़े-व्यास और छोटे भागों को मोड़ते समय ललाट (सामने-मोड़) तंत्र दिखाया गया है - यह उन्हें सामने की ओर मोड़ता है। छोटी लंबाई के साथ छोटे घटकों को खत्म करने और एक टन से अधिक वजन के लिए उपयुक्त। यदि ड्राइव पर लोड बढ़ जाता है, और भागों की राहत काफी जटिल होती है, तो हेड-माउंटेड मशीनों को खराद से बदल दिया जाता है।

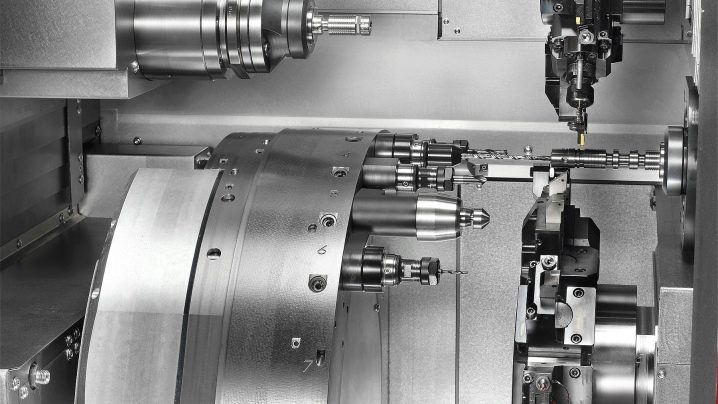
बुर्ज टर्निंग मशीन एक कैलिब्रेटेड बार, बोर, ड्रिल, काउंटरसिंक, आकार के घटकों के लिए मोड़ने वाले रीम्स, बाहर और अंदर से धागे को काटती है। यह एक कापियर और एक सीएनसी मॉड्यूल से लैस है।


स्वचालित अनुदैर्ध्य मोड़ मशीन कोल्ड रोल्ड रॉड, आकार के प्रोफाइल वाले स्टील और तार से भागों को बदल देती है। यह काले और अलौह धातु के साथ बड़े पैमाने पर काम करता है, दो या दो से अधिक स्पिंडल से लैस किया जा सकता है।
टर्निंग और मिलिंग मशीन कटर चेंजर से लैस है। यह अनुप्रयोगों की एक विस्तृत श्रृंखला के लिए सरल मिलिंग और टर्निंग गतिविधियों को जोड़ती है।


सटीकता वर्ग द्वारा
उच्च-सटीक मशीनों को परिष्करण के लिए डिज़ाइन किया गया है, और कम-सटीक मशीनों को रफिंग के लिए डिज़ाइन किया गया है। कीनेमेटिक योजना के अनुसार शुरू में नामित इकाइयाँ, कटर से सुसज्जित हैं जो एक मनमाना क्रम में खांचे बनाते हैं, और कम-वर्तमान वाले केवल सतह को पूर्व-कट और पीसते हैं, उदाहरण के लिए, एक गोलाकार या अंडे के आकार का बनाने के लिए। एक घन से भाग।
वज़न के मुताबिक़
पोर्टेबल लो-पावर मशीनों का वजन कुछ किलोग्राम से अधिक नहीं होता है। आसानी से ले जाया और दूसरी कार्यशाला में ले जाया गया। बड़े पैमाने पर मशीनें - फर्श पर खड़े होने वाले उपकरण: एक अलग टेबल या स्टैंड होता है, जिस पर काम करना सुविधाजनक होता है। उत्पाद का वजन दसियों किलोग्राम से लेकर टन की इकाइयों तक है।

स्वचालन की डिग्री द्वारा
आंशिक रूप से स्वचालित मशीनों में केवल एक सुरक्षात्मक शटडाउन फ़ंक्शन होता है - मोटर और गियरबॉक्स के गर्म होने पर। पूरी तरह से स्वचालित वाले सुसज्जित हैं, संख्यात्मक नियंत्रण मॉड्यूल (सीएनसी) के अलावा, दृश्यदर्शी के लिए एक सुरक्षा अवरोधक उपकरण के साथ, उदाहरण के लिए: कार्यशाला में प्रकाश की अनुपस्थिति में और मास्टर के हाथ खतरनाक रूप से कार्य क्षेत्र के करीब हैं .

उत्पादन प्रणाली के लचीलेपन से
उदाहरण के लिए, यदि मशीन बेलनाकार और शंक्वाकार भागों को "कर सकती है", लेकिन यह "गोलाकार भागों को बनाने में सक्षम नहीं है", तो ऐसी मशीन उत्पादन को फिर से तैयार करने के मामले में काफी लचीली नहीं है - बिना अधिक पूर्ण कार्यात्मक इकाई खरीदे।
अधिकांश आधुनिक मशीन टूल्स किसी भी आकार के भागों और रिक्त स्थान को तेज करते हैं, सरलीकृत कलात्मक काटने और मोड़ते हैं।

इस तरह की रीप्रोफाइलिंग न केवल शांतिपूर्ण गतिविधियों पर लागू होती है। इसलिए, लेनिनग्राद और मॉस्को के जहाज निर्माण उद्यम, जो महान देशभक्तिपूर्ण युद्ध से पहले स्टीमशिप और आइसब्रेकर के लिए भागों का उत्पादन करते थे, ने टी -34 टैंक का उत्पादन शुरू किया। यह इस तथ्य के कारण है कि ईंधन इंजन के लिए भागों का उपयोग सैन्य अदालतों और टैंकों दोनों में किया जाता था।
विशेष प्रयोजन के लिए
खराद, इसके वर्गीकरण की परवाह किए बिना, एक विशिष्ट उत्पादन के लिए अनुकूलित किया जा सकता है। उदाहरण के लिए, एक इकाई जो डुप्लीकेट कुंजी बनाती है, सामान्य आकार के लिए विशेष कटर से सुसज्जित होती है और कोड रिक्तियों के डिज़ाइन जो चैनल कुंजी कोड बनाते हैं। मूल कुंजी के कोड को ठीक से कॉपी करने के लिए डुप्लिकेट के लिए, टर्नर इस कुंजी को कार्य क्षेत्र में रखता है - और इसके कोड अंतराल के तहत कटर को उजागर करता है। फिर मास्टर मूल कुंजी के बजाय एक नया रिक्त स्थान डालता है - और उसी कोड को पीसता है।


बेशक, स्पिंडल ड्राइव न केवल चाबियाँ बनाने में सक्षम है, बल्कि, उदाहरण के लिए, खाद्य ग्रेड स्टेनलेस स्टील से कांटे को मोड़ना - आपको बस उस पर काटने के उपकरण को बदलने की जरूरत है, जिसके साथ कटलरी बनाई जाती है।
एक फोर्क-टर्निंग मशीन जो डुप्लिकेट कुंजी बनाती है, उसके मुड़ने की संभावना नहीं है, उदाहरण के लिए, कार कार्बोरेटर के लिए प्रतिस्थापन भागों, जैसे कि वाल्व।
इसके लिए यूनिट के गहन पुन: उपकरण की आवश्यकता होगी।


सार्वभौमिकता या संकीर्ण फोकस द्वारा
एक विशिष्ट उदाहरण: सुइयों, चाकूओं को तेज करने, पुन: प्रयोज्य रेजर ब्लेड और स्केलपेल को तेज करने के लिए एक मशीन लकड़ी और समग्र दरवाज़े के हैंडल, लॉक भागों और प्लास्टिक की खिड़कियों के लिए चोरी-रोधी फिटिंग को मोड़ने के लिए अभिप्रेत नहीं है। गियर के उत्पादन के लिए उपयोग की जाने वाली मशीन इनडोर और कलाई यांत्रिक घड़ियों, मेट्रोनोम और टाइमर के लिए टर्निंग पार्ट्स का सामना करेगी, लेकिन उस पर कार्बोरेटेड कार इंजन के लिए स्पेयर पार्ट्स को चालू करना संभव नहीं होगा। उपरोक्त सभी उदाहरण संकीर्ण रूप से केंद्रित मशीनों को संदर्भित करते हैं।

यूनिवर्सल मशीनों में उच्च शक्ति, चिकनी गति नियंत्रण होता है, और ड्रिल को तेज करने, चिकित्सा स्केलपेल को तेज करने और गियरबॉक्स और घड़ी तंत्र के लिए भागों को मोड़ने के लिए समान सफलता के साथ उपयोग किया जा सकता है। अधिक महंगे मॉडल एक साथ कई स्पिंडल से लैस होते हैं, जिनमें से प्रत्येक का अपना उपकरण होता है। यह दृष्टिकोण सार्वभौमिक शिल्पकारों पर लागू होता है, जो कुछ प्रकार के उत्पादों के संबंध में संकट की स्थिति में, वस्तुओं और पूरी तरह से अलग प्रकार के भागों को फिर से सौंपते हैं, जो वर्तमान में उच्च मांग में हैं।


सर्वश्रेष्ठ निर्माता और मॉडल
यूएसएसआर के मशीन टूल्स में से, यह 16K श्रृंखला का उल्लेख करने योग्य है। मॉडल 16K20 का उपयोग मूल मोड़ के लिए किया जाता है, भले ही मशीनीकृत भागों की जटिलता की परवाह किए बिना। अधिक आधुनिक लोगों में से - 2021 के लिए - निम्नलिखित मॉडल प्रस्तुत किए गए हैं।
-
स्क्रू कटर DMTG CDS6250B/1000 - नेटवर्क से खपत की गई बिजली 7.5 किलोवाट है, बिजली की आपूर्ति 380 वोल्ट के इंटरफेज़ वोल्टेज से होती है, वजन 2170 किलोग्राम है। स्टील, कच्चा लोहा और अलौह धातु भागों के प्रसंस्करण के लिए डिज़ाइन किया गया। टर्नओवर - 2500 प्रति मिनट।


- यूनिवर्सल यूनिट DMTG CDS6250B/1500 टर्निंग और स्क्रू-कटिंग कार्यों के लिए यह 2240 क्रांतियों की आवृत्ति पर संचालित होता है, वजन - 2310 किलोग्राम, अन्य पैरामीटर समान हैं।

- यूनिवर्सल मशीन CDS6250B/2000 - 16K20 का निकटतम एनालॉग। अधिकांश धातु कारखानों और कार सेवा में मांग की जाती है, लौह धातु के साथ काम करता है।

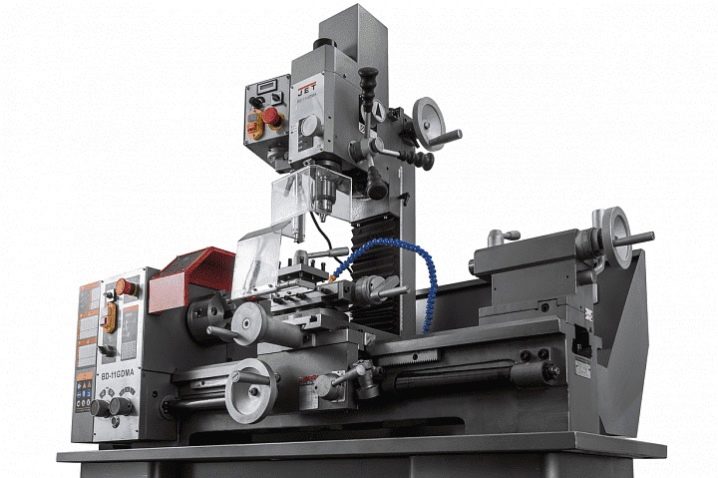
- जेट बीडी-11जीडीएमए - मोड़ और मिलिंग उपकरण। टर्नओवर - 2000, एक साधारण एकल-चरण 220 वी नेटवर्क पर चलता है, इसका वजन केवल एक चौथाई टन होता है।
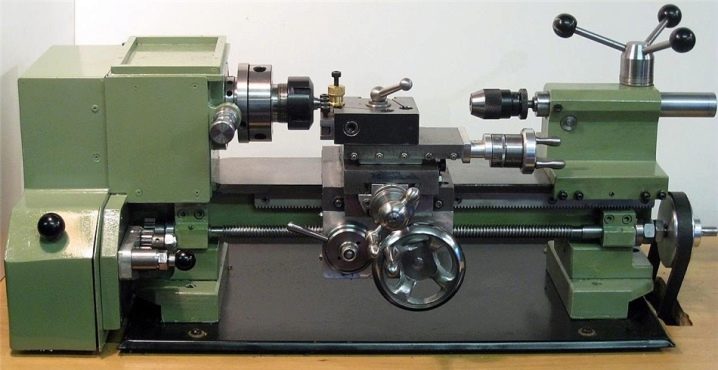
- मॉडल WM180V - 2500 आरपीएम, 600 डब्ल्यू, वजन - 60 किलो। शुरुआती लोगों के लिए डिज़ाइन किया गया, अलौह धातु, मिश्रित और प्लास्टिक के साथ काम करता है। श्रम पाठों में घर या स्कूल के काम के लिए उपयुक्त।

उपयोगकर्ता एक ऐसा उपकरण चुनते हैं जो उन्हें उपलब्ध बजट के अनुसार सबसे अधिक मांग वाले कार्यों को हल करने की अनुमति देता है।
सहायक उपकरण और स्पेयर पार्ट्स
मशीन की सर्विसिंग और मरम्मत करने से पहले, अपने आप को उन मुख्य घटकों की सूची से परिचित कराना उपयोगी होता है जिन्हें बदलने की आवश्यकता होती है क्योंकि वे अपने संसाधन का काम करते हैं।
फ्रेम पर एक ड्राइव तय की जाती है - स्पिंडल वाला एक इंजन, इसके साथ आगे और पीछे के हेडस्टॉक्स को जोड़ा जाता है। स्पिंडल आपको वांछित कोण पर सेट कटर (ड्रिल, कटर, फ्लैट चाकू) को ठीक करने की अनुमति देता है।
एक पूरी तरह से ट्यून की गई मशीन, विशेष रूप से मजबूत और कठोर कटर के साथ, नियमित, व्यवस्थित स्नेहन के साथ, पतली प्लेटों के साथ स्टील को काटती है - ठीक उसी तरह जैसे कि रसोई का चाकू जमे हुए मक्खन को काटता है।

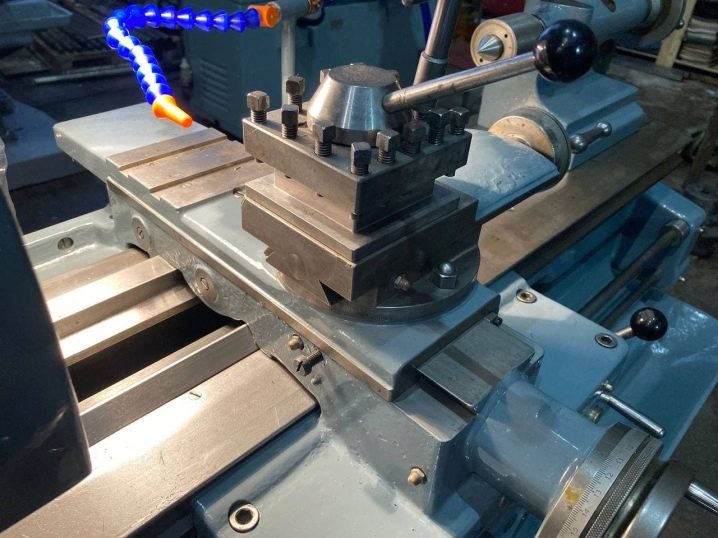
ड्राइव के साथ पूर्ण, मशीन की प्रारंभिक स्थापना के लिए असेंबली किट में एक समर्थन, एक एप्रन, स्विचिंग गति, फ़ीड और एक नियंत्रण कक्ष के लिए ब्लॉक शामिल हैं। पूर्ण विशेषताओं वाली स्वचालित मशीनें भी एक "मस्तिष्क" - एक सीएनसी इकाई से सुसज्जित हैं। उपरोक्त सभी नोड्स डिवाइस के फ्रेम पर तय किए गए हैं। गाइड (तथाकथित।स्लेज) आपको वर्कपीस को कुछ अनुमानों के भीतर सख्ती से स्थानांतरित करने की अनुमति देता है, इसे मनमाने ढंग से विचलित करने की अनुमति नहीं देता है, जिससे तुरंत पूरे वर्कपीस को नुकसान होगा। उपकरण धारक (स्पिंडल चक) कटर को सुरक्षित रूप से रखता है, जिसका उपयोग वर्कपीस के चित्र के अनुसार धातुओं और मिश्र धातुओं को काटने के लिए किया जाता है।

चयन युक्तियाँ
चुनते समय, मुख्य रूप से उस शक्ति पर ध्यान केंद्रित करें जिसे आपकी वायरिंग झेल सकती है। 3 kW से अधिक की खपत वाली मशीन का चयन करते समय, 16-एम्पीयर मशीनों को 25-, 50- या 100-एम्पीयर वाले में बदलना आवश्यक होगा, साथ ही मीटर को 3.2 kW से अधिक थ्रूपुट पीक पावर के साथ बदलना होगा।
शुरुआती जो मशीन उपकरण उत्पादन की बुनियादी बातों में महारत हासिल कर रहे हैं, वे कम उच्च-प्रदर्शन वाली मशीनों का विकल्प चुनते हैं: यहां यह महत्वपूर्ण है कि एक उपकरण जिसमें दसियों हज़ार से अधिक रूबल का निवेश किया गया है, न केवल एक शौक के लिए खरीदा जाता है, लेकिन भुगतान करेगा, आदर्श रूप से - व्यय मद से कई गुना अधिक आय लाएगा।
यदि आप वर्कपीस के ठीक प्रसंस्करण में व्यस्त हैं, तो आपको बहुत अधिक संसाधन की आवश्यकता होगी, हालांकि हमेशा काफी शक्तिशाली उपकरण नहीं।
एक टन से अधिक वजन वाली मशीन को उस कमरे में एक प्रबलित नींव की आवश्यकता हो सकती है जहां इसे स्थापित किया गया है। दो या दो से अधिक टन वजन के नीचे एक साधारण लकड़ी का फर्श काम शुरू होने के कुछ हफ्तों या महीनों में गिर जाएगा।
काम की विशेषताएं
इंजन से टॉर्क को गियरबॉक्स के माध्यम से प्रेषित किया जाता है, जिस पर गति को स्पिंडल तक और उससे हेडस्टॉक की मदद से कटर तक स्विच किया जाता है। कटर की गतिविधियों को गाइड द्वारा नियंत्रित किया जाता है जो वर्कपीस को कार्य क्षेत्र में बदलने के लिए लोड करते हैं।

वर्गीकरण और इसकी संरचना के अनुसार धातु, लकड़ी और लकड़ी, मिश्रित और कांच को काटने के लिए एक मशीन अपेक्षाकृत सटीक यांत्रिकी का एक उपकरण है। ऑपरेशन के दौरान, इसे अनावश्यक रूप से कंपन नहीं करना चाहिए, खटखटाना, अगल-बगल से हिलना-डुलना - इससे दर्जनों बार मशीनीकृत होने वाले पुर्जों की गुणवत्ता खराब हो जाएगी। ड्राइव और स्पिंडल, जिस पर कटर लगाए गए हैं, आदर्श रूप से स्पष्ट रूप से काम करते हैं, इंजन और ट्रांसमिशन के गलत संरेखण को व्यावहारिक रूप से बाहर रखा गया है। कटर आदर्श रूप से हमेशा तेज होना चाहिए।

यदि, मशीन की सेवाक्षमता और प्रदर्शन के बावजूद, कट की गुणवत्ता खराब बनी हुई है, इसमें अशुद्धि है, तो कटर को तेज किया जाना चाहिए, सीधा किया जाना चाहिए, और यदि आवश्यक हो, तो इसे एक नए के साथ बदल दिया जाना चाहिए।
मरम्मत की बारीकियां
खराद की खराबी में निम्नलिखित शामिल हो सकते हैं:
-
मामले में दरारें, चिप्स, थ्रेडेड कनेक्शन की विफलता, गैर-सीधापन और ज्यामिति का उल्लंघन है;
-
शाफ्ट समय के साथ खराब हो जाते हैं, उनका केंद्रीकरण गड़बड़ा जाता है;
-
फ्लैंगेस एक दूसरे के साथ कसकर फिट नहीं हो सकते हैं, साथ ही घटकों के फिक्सिंग बिंदुओं के छेद में दरारें और चिप्स दिखा सकते हैं;
-
गियर दांत पहनने और "अंडे" की उपस्थिति से प्रतिष्ठित होते हैं, जिससे ट्रांसमिशन तत्व का रेडियल रनआउट दिखाई देता है;
-
लीड स्क्रू और शाफ्ट में थ्रेड वियर और आसन्न सतहों का पतला होना है।

जब रगड़ सतहों वाले घटकों को पहना जाता है तो अनुसूचित मरम्मत की जाती है। यह इंजन के बीयरिंग और ब्रश का प्रतिस्थापन है, रगड़ इकाइयों और तंत्रों की सफाई और स्नेहन है। ओवरहाल - मुख्य रूप से शाफ्ट और गियर को बदलना, फ्रेम को नुकसान की मरम्मत करना या इसके दोषपूर्ण घटकों को बदलना।













टिप्पणी सफलतापूर्वक भेजी गई थी।