गन ड्रिल चुनना

बड़ी गहराई के थ्रू और ब्लाइंड होल बनाने के लिए तथाकथित तोप और गन ड्रिल का उपयोग किया जाता है। इस प्रकार के काटने के उपकरण द्वारा बनाए गए छिद्रों का उपयोग विभिन्न प्रकार के भागों में किया जाता है, जिनकी लंबाई काफी बड़ी होती है। उदाहरण के लिए, यह किसी विशेष उद्देश्य या स्पिंडल के लिए क्रैंकशाफ्ट हो सकता है। एक पारंपरिक ड्रिल ऐसे कार्यों के लिए उपयुक्त नहीं है, इसलिए औद्योगिक उत्पादन के एक निश्चित खंड में तोप और तोप ड्रिल की मांग है। आइए हम एक बंदूक ड्रिल, तोप और अन्य प्रकार, GOST और चयन मानदंड की विशेषताओं पर अधिक विस्तार से विचार करें।

peculiarities
यदि ड्रिल किए गए छेद की लंबाई काटने के उपकरण के पांच व्यास के बराबर है, तो ऐसे छेद को गहरा माना जा सकता है। गहरे और सटीक छिद्रों का निष्पादन एक जटिल प्रक्रिया है, जो उच्च श्रम तीव्रता और ऑपरेटर की उच्च व्यावसायिकता की विशेषता है। ड्रिलिंग की प्रक्रिया में, काटने के उपकरण को दबाव में ड्रिल के कार्य क्षेत्र में आपूर्ति किए गए एक विशेष तरल से ठंडा किया जाता है।
इस तरह की शीतलन रचना प्रदर्शन किए गए कार्य की गुणवत्ता आश्वासन के घटक तत्वों में से एक है।


सटीक डीप होल मेकिंग गन ड्रिल के लिए काम की सतह के सापेक्ष इसे सही ढंग से रखना महत्वपूर्ण है। इस प्रक्रिया को सुविधाजनक बनाने के लिए, तथाकथित जिग आस्तीन का उपयोग किया जाता है, यह काटने के उपकरण को ऑपरेशन के दौरान विचलित नहीं होने देता है। यदि ऐसी कोई झाड़ी नहीं है, तो आप पहले एक छोटे व्यास के छेद को ड्रिल करके स्थिति से बाहर निकल सकते हैं, और फिर इसे एक अलग ड्रिल संख्या के साथ आवश्यक आयामों तक विस्तारित कर सकते हैं।

गन ड्रिलिंग टूल्स मेक उच्च शक्ति स्टील मिश्र धातु से बना. यह उल्लेखनीय है कि इस तरह के काटने के उपकरण में उथले छेदों की ड्रिलिंग के लिए उपयोग की जाने वाली पारंपरिक ड्रिल की गति से 10 गुना की गति होती है। कटिंग टूल का उपयोग पंपिंग इकाइयों में, नोजल बॉडी या कनेक्टिंग रॉड में छेद बनाने के लिए किया जाता है।
लंबे उपकरण के साथ काम करते समय, ड्रिलिंग प्रक्रिया में प्रयुक्त चिप्स को हटाने से जुड़ी अक्सर कठिनाइयां होती हैं, इसलिए हमेशा एक जोखिम होता है कि ड्रिल अपने इच्छित ड्रिलिंग पथ से विचलित हो जाएगी। इस टूल की एक और विशेषता यह है कि इसे अधिकतम गति से घुमाया नहीं जा सकता, यदि काटने के उपकरण को उसके द्वारा मशीनीकृत किए जा रहे भाग की गुहा में नहीं डुबोया जाता है। इस तरह की निगरानी इस तथ्य की ओर ले जाती है कि काटने के उपकरण का काम करने वाला हिस्सा किसी दिए गए प्रक्षेपवक्र से विस्थापित हो जाता है, जो सटीक ड्रिलिंग के लिए आवश्यक है।


प्रकार
निम्नलिखित प्रकार के काटने के उपकरण हैं जिनका उपयोग गहरे और बहुत सटीक छेद बनाने के लिए किया जाता है:
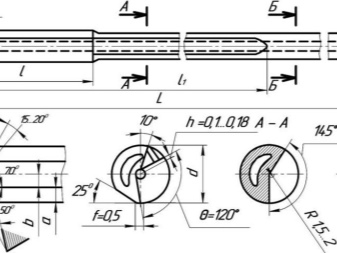
- तोप - उपकरण के काम करने वाले हिस्से पर V अक्षर के रूप में बना एक खांचा होता है; छेद से खर्च किए गए धातु के चिप्स को हटाने के लिए यह आवश्यक है;
- बेदखलदार - इस उपकरण का उपयोग मशीनों के लिए किया जाता है जिसमें काटने वाला तत्व क्षैतिज दिशा में स्थित होता है;
- राइफल - एक विकल्प जो हार्ड-मिश्र धातु स्टील प्लेटों से लैस है, जो मध्यवर्ती और मुख्य काटने वाली प्लेटों पर स्थित हैं;
- राइफल - स्टील और कठोर मिश्र धातुओं से बने भागों और सतहों को काटने के साथ;
- राइफल - जिसमें सोल्डरिंग द्वारा कार्बाइड कटिंग इंसर्ट को शरीर से जोड़ा जाता है;
- सर्पिल - एक टांग होना, जो एक बेलनाकार संरचना के रूप में प्रस्तुत किया जाता है।


गन और तोप ड्रिलिंग उपकरण सिंगल-कटर विकल्प हैं। उनके लिए धन्यवाद, आप एक छेद ड्रिल कर सकते हैं, जिसके पैरामीटर व्यास में 0.5 मिमी से 10 सेमी तक हैं।
ऑपरेशन के दौरान, ड्रिल गर्म हो जाती है, इसे ड्रिल के कामकाजी हिस्से के अंदर स्थित एक विशेष स्थान पर काटने वाले तरल पदार्थ की आपूर्ति करके ठंडा किया जा सकता है। स्टील कार्बाइड से बने कटिंग इंसर्ट के साथ गन और गन ड्रिल में शंकु के आकार के विन्यास के साथ एक काम करने वाला टांग होता है। यह आकार काटने के उपकरण को ड्रिल किए जाने वाले क्षेत्र में अधिक सटीक रूप से निर्देशित करता है।

पसंद के मानदंड
गन और गन ड्रिलिंग टूल्स के आयामी पैरामीटर और तकनीकी विशेषताएं GOST मानकों द्वारा विनियमित, जिसके अनुसार ये अभ्यास एक लंबी श्रृंखला के उत्पादों से संबंधित हैं। एक ड्रिल का उपयोग केवल गहरी ड्रिलिंग के लिए डिज़ाइन की गई विशेष मशीन पर ही संभव है। ड्रिल डिज़ाइन चुनते समय, आवश्यक छेद मापदंडों को ध्यान में रखना आवश्यक है - इसका व्यास और लंबाई। कार्य के गुणात्मक प्रदर्शन के लिए, ड्रिल की फ़ीड दर, साथ ही इसकी पूंछ के प्रकार का बहुत महत्व है।


ड्रिलिंग उपकरण चुनते समय विचार करने वाली मुख्य सिफारिशें निम्नलिखित हैं:
- एक छेद बनाते समय जिसकी लंबाई 400 मिमी . से अधिक होगी, विभिन्न आयामों के साथ 2 अभ्यासों का उपयोग करने की अनुशंसा की जाती है; पहले आपको एक उपकरण का उपयोग करने की आवश्यकता है जिसका आकार 9.95 x 800 मिमी है, और फिर छेद को एक ड्रिल के साथ विस्तारित किया जाता है, जिसका आकार थोड़ा बड़ा होता है और 10 से 400 मिमी होता है;
- यदि ड्रिलिंग के दौरान धातु एक लंबी प्रकार की चिप देती है, आपको एक काटने का उपकरण चुनना होगा जिसमें इसे हटाने के लिए लंबे और पॉलिश किए गए खांचे हों;
- जब नरम धातु मिश्र धातुओं को संसाधित करने की आवश्यकता होती है, उदाहरण के लिए, एल्यूमीनियम, फिर एक काटने के उपकरण का उपयोग किया जाना चाहिए, जिसका डिज़ाइन 180 ° के कोण पर तेज किए गए एक काटने वाले ब्लेड के लिए प्रदान करता है;
- शीतलक में स्नेहक घटक की सामग्री स्तर पर होनी चाहिए इस रचना की कुल मात्रा का 10% से कम नहीं;
- यदि नरम सामग्री को संसाधित किया जाता है, तो चरणों में ड्रिल की अधिकतम गति तक पहुंचना आवश्यक है और इसे 3 चरणों में किया जाना चाहिए; इसके अलावा, छेद भी चरणों में बनाया जाता है - पहले, पायलट ड्रिलिंग एक छोटे व्यास के उपकरण के साथ की जाती है, और फिर छेद को आवश्यक आकार के ड्रिल के साथ विस्तारित किया जाता है;
- एक ड्रिल व्यास से दूसरे में बदलते समय आकार, आप 1-2 सेकंड के लिए उच्च दबाव काटने वाले तरल पदार्थ की आपूर्ति चालू करके उपकरण के रोटेशन को रोक सकते हैं; निर्दिष्ट मापदंडों के अनुसार छेद किए जाने के बाद, ड्रिल को बंद कर दिया जाता है, जिससे उसके छेद में शीतलन संरचना की आपूर्ति बंद हो जाती है।


गहरे छेद बनाने के लिए सही ड्रिल चुनने के लिए, न केवल इसके आयामों, छेद के आयामों के बराबर, बल्कि धातु मिश्र धातु की विशेषताओं के साथ-साथ ड्रिलिंग उपकरण के प्रकार पर भी विचार करना महत्वपूर्ण है। कार्य किया जाएगा।
ड्रिल की न्यूनतम रोटेशन गति पर काम शुरू करना आवश्यक है, जबकि शुरुआत से ही इसके लिए तरल पदार्थ काटने की आपूर्ति सुनिश्चित करना महत्वपूर्ण है।


HAMMOND बंदूक अभ्यास के साथ गहरे छेद कैसे ड्रिल करें, इसके लिए नीचे देखें।













टिप्पणी सफलतापूर्वक भेजी गई थी।