घर पर धातु के लिए एक ड्रिल कैसे तेज करें?

ड्रिल जो भी हो - यहां तक कि उच्च-गुणवत्ता - सैकड़ों ड्रिलिंग चक्रों के बाद, यह धुंधला हो जाता है, कारखाने में उत्पाद को दिए गए आदर्श शार्पनिंग को खो देता है। जब तक ड्रिल अपने पूर्व तीखेपन को बहाल नहीं किया जाता है, तब तक यह एक पूर्ण, गैर-फटे छेद को ड्रिल नहीं करेगा।
आपको कब तेज करना चाहिए?
निम्नलिखित मामलों में धातु के लिए एक ड्रिल को तेज करना आवश्यक है।
- यह कोर के साथ चिह्नित बिंदु से कूदता है।
- जब आप भविष्य के छेद को चिह्नित किए बिना ड्रिल करने का प्रयास करते हैं, तो ड्रिल चयनित बिंदु पर बिंदु की नोक पर नहीं पकड़ता है, लेकिन "चलता है", चाहे मास्टर कितना भी कठिन क्यों न हो।
- ड्रिलिंग के दौरान एक धड़कन, दस्तक, शोर होता है, जो उच्च आवृत्ति वाले क्लैंग में बदल जाता है। दस्तक और कंपन ड्रिल (या पंचर) को ढीला कर देता है। कुंद ड्रिल से टूटे हुए यांत्रिकी पर, नए, बस खरीदे गए ड्रिल के साथ ड्रिल करना असंभव है: एक नई ड्रिल अक्सर इससे टूट जाती है।
- लगातार ऑपरेशन के एक मिनट के बाद भी ओवरहीटिंग। उच्च गति वाले स्टील के अधिक गर्म होने से इसकी ताकत के गुणों (चिपचिपापन, कठोरता) का नुकसान होगा, और उत्पाद केवल लकड़ी के काम के लिए उपयुक्त होगा, धातु के काम के लिए नहीं।
- धातु के कण फट जाते हैं, सर्पिल चिप्स गायब हो जाते हैं।
यदि एक या अधिक संकेत मिलते हैं, तो तुरंत ड्रिलिंग बंद कर दें और बिंदु और पेचदार किनारों की तीक्ष्णता की जांच करें।

आवश्यक उपकरण
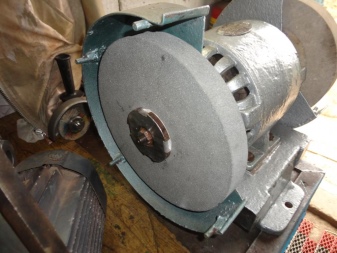
इलेक्ट्रिक मोटर से लैस किसी भी चयनित उपकरण को स्टील उत्पादों (चाकू, ड्रिल, कैंची, आदि) को तेज करना चाहिए। दूसरी आवश्यकता इस प्रक्रिया में ड्रिल को तेज रखने की है। कितनी जल्दी और प्रभावी ढंग से ड्रिल को तेज किया जाता है यह टिप के किनारों से स्टील की अतिरिक्त परत को पीसने के आवश्यक कोण को सेट करने और पीसने वाले पहिये की ओर उत्पाद को निकालने की गति पर निर्भर करता है। मशीनीकृत शार्पनिंग टूल आपको 3-19 मिमी के व्यास के साथ एक दो मिनट में काम करने के रूप में एक ड्रिल लाने की अनुमति देता है। एक इलेक्ट्रिक मोटर और एक साधारण फीड सिस्टम के साथ विशेष या पारंपरिक मशीनों पर सर्पिल ड्रिल को तेज किया जाता है। ऐसी मशीन को गैरेज में स्वतंत्र रूप से इकट्ठा किया जा सकता है - पेशेवर मशीनों को खरीदने की कोई आवश्यकता नहीं है; अक्सर, ड्रिलिंग बिंदु को सीधा करने के लिए एक फ़ाइल, ग्रिंडस्टोन या सर्कल के साथ सीधा किया जाता है।



बल्गेरियाई
मास्टर को इलेक्ट्रिक ड्राइव के अलावा, एक वाइस की आवश्यकता होगी जिसमें वर्कपीस को क्लैंप किया गया हो।
पीसने वाले पहिये की ग्रैन्युलैरिटी को इस तरह चुना जाता है कि कांच के टुकड़े के दानों द्वारा छोड़े गए माइक्रोग्रॉव को नग्न आंखों से देखना असंभव है, जो धातु को पीसता है।

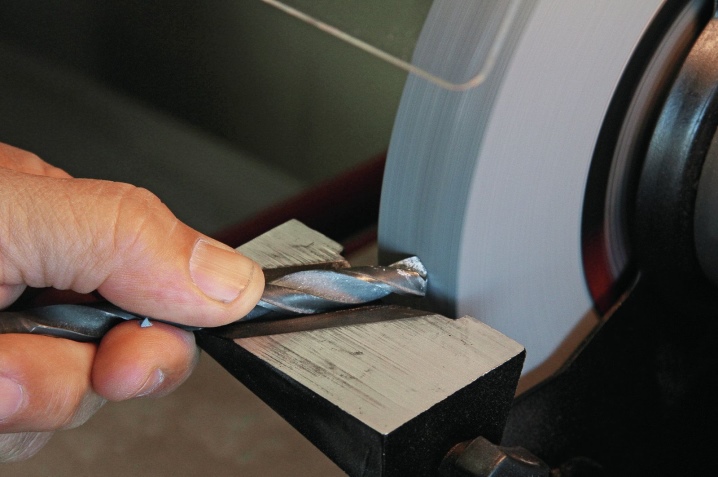
ड्रिल को ग्राइंडर से पीसने के लिए, निम्न कार्य करें:
- एक वाइस में ड्रिल को लंबवत रूप से जकड़ें;
- पहनने के संकेतों को दूर करने के लिए पीछे के किनारे को पीसें;
- काम के किनारे को 120 ° के कोण पर पीसें।
ड्रिल को लगातार दो सेकेंड से ज्यादा तेज न रखें। छोटे सत्रों में काम करने वाले चेहरे से पतली, बहुत कम 1 मिमी, मिश्र धातु परतों को हटाने में शामिल है। ड्रिल फिर से काम के लिए तैयार है।

कुण्ड
ग्राइंडर को इसके उपयोग की गति, गतिशीलता से अलग किया जाता है, लेकिन मास्टर चोट के जोखिम के साथ इसकी मदद से मोड़ने के लिए भुगतान करता है। यहां तक कि ग्राइंडर पर एक सुरक्षात्मक आवरण लगाने से, एक मौका है कि सर्कल टूट जाएगा, उपकरण प्रति सेकंड हजारों क्रांतियों की गति से एक छोटे से जाम का नेतृत्व करेगा। मशीन के कठोर निर्धारण के कारण शार्पनर चोट के जोखिम को कम करता है। यदि तीक्ष्ण कोण को निर्धारित करना असंभव है, तो एक प्लास्टिक टेम्पलेट उपयोगी होता है, जिसे पीसने से पहले सतह पर लगाया जाता है। होल्डर को साइड में जाने से रोकने के लिए इसे बोल्ट से जोड़ा जाता है। एक शार्पनर पर एक ड्रिल को तेज करने के लिए, निम्न कार्य करें।
- होल्डर में ड्रिल को ठीक करें और मशीन को चालू करें।
- काटने वाले किनारों को 120° के कोण पर ग्राइंडिंग व्हील पर लाएं।
- अगर ड्रिल में खांचे और गड्ढे हैं, तो उन्हें चारों तरफ से पीस लें। वे उत्पाद और ड्रिल के संरेखण को तोड़ते हैं, जिससे बाद वाला अत्यधिक कंपन करता है।
बड़े व्यास के ड्रिल को मोड़ते समय, कुल ताप क्षमता में वृद्धि के कारण, स्टील अधिक गरम हो जाता है, उच्च गति से सामान्य में बदल जाता है, किसी अन्य स्टील की ड्रिलिंग के लिए अनुपयुक्त।


ड्रिल अटैचमेंट
ड्रिल पर नोजल आपको धातु के लिए ड्रिल को पीसने की अनुमति देता है। यहां कार्रवाई की योजना इस प्रकार है।
- ड्रिल पर पारंपरिक अभ्यास के लिए एडेप्टर एडेप्टर स्थापित करें। एक साधारण इलेक्ट्रिक ड्रिल पर, इसकी आवश्यकता होने की संभावना नहीं है।
- छेद में आवश्यक व्यास की एक ड्रिल स्थापित करें।
- ड्रिल शुरू करें और ड्रिल को एक तरफ से पीस लें।
- दूसरे कटिंग एज को मोड़ने के लिए, उसी सिरे से दूसरी तरफ से ड्रिल को घुमाएं।
एक ड्रिल अटैचमेंट केवल थोड़ी सुस्त ड्रिल बिट को तेज करेगा।
जिस उत्पाद पर काटने के किनारे पर गड्ढे और निशान हैं, उसे ड्रिल से तेज नहीं किया जा सकता है।
लेकिन सापेक्ष सस्तेपन के कारण - अन्य उपकरणों की तुलना में - नोजल पर ड्रिल बिट्स को मोड़ना सस्ता है।




फ़ाइल या फ़ाइल
फ़ाइल हाई-स्पीड स्टील के प्रसंस्करण के लिए उपयुक्त नहीं है, जो स्टील के अन्य ग्रेड और ग्रेड की तुलना में बढ़ी हुई कठोरता की विशेषता है। खुरदुरे या हीरे-लेपित पत्थरों का उपयोग करना, हाथ से वांछित तीक्ष्ण कोण बनाए रखना मुश्किल है। मोटराइज्ड शार्पनर का इस्तेमाल करें।

तकनीकी
उच्च गुणवत्ता के साथ एक ड्रिल को तेज करने के लिए, कुछ उपकरणों की आवश्यकता होती है। छोटी हो या बड़ी ड्रिल, इससे कोई फर्क नहीं पड़ता। - तकनीक समान है: मुख्य कार्य अंत में काटने वाले किनारों द्वारा किया जाता है, और साइड सर्पिल किनारों को ड्रिल किए गए छेद को संरेखित करता है, चिप्स को सर्पिल चैनलों में हटा देता है।

एक ड्रिल को तेज करने का सबसे आसान तरीका एक आस्तीन है, इसका आंतरिक व्यास व्यास में ड्रिल के क्रॉस सेक्शन के बराबर है। आस्तीन को वांछित कोण पर सख्ती से तय किया गया है। इसे निम्नानुसार चुना जाता है - ड्रिल को एक भी डिग्री विचलित किए बिना, स्पष्ट रूप से और बलपूर्वक टेम्पलेट में प्रवेश करना चाहिए। यदि ड्रिल विचलित हो जाती है, तो काटने वाले किनारों को ठीक से ठीक नहीं किया जाएगा, और परिणामस्वरूप, काम करते समय यह "चलेगा"। झाड़ी को अलौह धातु ट्यूबों के साथ पूरा किया जा सकता है, जिसका आंतरिक व्यास सबसे आम उत्पाद व्यास के बराबर है।

विशेष रूप से जानकार कारीगर इस उपकरण को विभिन्न व्यास के ड्रिल के साथ ड्रिल की गई लकड़ी की एक पट्टी से लैस करते हैं।
टेम्पलेट में एक आसान उपकरण शामिल है जो शार्पनिंग के लिए ग्राइंडिंग व्हील को ड्रिल की आपूर्ति की सुविधा प्रदान करता है और उत्पाद को विपरीत दिशा में जाने की अनुमति नहीं देता है।लकड़ी का प्रकार जितना कठिन होता है, उतना ही सटीक कोण सेट किया जाता है: उदाहरण के लिए, मास्टर ड्रिल को खिलाने के लिए ओक बार का उपयोग करता है, जबकि तेज करने के दौरान इसमें ड्रिल के स्विंग को बाहर रखा जाता है। मशीन - उदाहरण के लिए, वही ग्राइंडस्टोन - घर का बना हो सकता है: मुख्य बात यह है कि ग्राइंडस्टोन केंद्रित नहीं है, ऑपरेशन के दौरान कंपन नहीं करता है।

सही कोण
कोण मान स्टील या अन्य धातु (या मिश्र धातु) के ग्रेड द्वारा निर्धारित किया जाता है जिसमें छेद ड्रिल किए जाते हैं। धातु या मिश्र धातु की कठोरता जितनी कम होगी, तीक्ष्ण कोण उतना ही अधिक होगा। तो, स्टील, कच्चा लोहा और कांस्य के लिए, वर्कपीस जिसमें से आपको ड्रिल करने की आवश्यकता होती है, प्लास्टिक और नरम क्षार धातुओं जैसे मैग्नीशियम - 85 ° के लिए तीक्ष्ण कोण 120 ° तक पहुंच जाता है।


लेकिन कांच और चीनी मिट्टी के बरतन पत्थर के पात्र के लिए, कोण और भी कम है - 135 °, वही नरम कांस्य और एल्यूमीनियम मिश्र धातुओं के लिए आवश्यक है।
किसी भी प्रजाति की लकड़ी को 130° की आवश्यकता होती है। स्टेनलेस स्टील के लिए 115° पर्याप्त है। तथ्य यह है कि आसानी से उपज देने वाली धातु कम समय में अधिक चिप्स बनाती है, अत्यधिक घर्षण होता है, ड्रिल की नोक अधिक और तेजी से गर्म होती है। और अत्यधिक गर्मी इसे सुस्त कर देती है - यहां तक कि कठोर स्टील जिससे ड्रिल बनाई जाती है, गर्म होने पर निकल जाती है। उत्पाद का स्टील अपनी कठोरता खो देता है और अधिक तेज़ी से कुंद होने लगता है।

फ़ाइन ट्यूनिंग
आप विशेष पीसने वाले पहियों पर घर पर एक पुनर्प्राप्त करने योग्य ड्रिल ला सकते हैं जो उच्च गति वाले स्टील के मोटे पीसने के साथ सूक्ष्म पीसने को जोड़ती है। इन पहियों में अपेक्षाकृत नरम भराव होता है जो ऑपरेशन के दौरान बनने वाले खुरदरे खरोंच, निशान और गॉज को समाप्त करता है। काटने वाले किनारों के आकार को बदले बिना उन्हें समाप्त कर दिया जाता है। इन डिस्क को ग्राइंडर या ड्रिल पर रखा जाता है, और ड्रिल को एक अलग क्लैंप या वाइस में क्लैंप किया जाता है। यदि हलकों की मदद से प्रसंस्करण खुरदरा हो जाता है, तो उत्पाद को एक घूमने वाले एमरी व्हील का उपयोग करके पॉलिश किया जाता है।

इंतिहान
सही शार्पनिंग के लिए एक त्वरित जांच एक विशेष टेम्पलेट के माध्यम से प्राप्त की जाती है जो काटने के किनारों की लंबाई, टिप के स्थान, ड्रिल पर आउटलेट चैनलों के बेवल कोण और अनुदैर्ध्य किनारे के कोण को मापता है।

काटकर अलग कर देना
यदि मास्टर के पास कुंद 10 मिमी ड्रिल है, तो उत्पाद को अग्रणी किनारे की तरफ से कम किया जाता है। कार्य काटने वाले किनारे के कोण को बढ़ाना और सामने की नोक के बेवल को कम करना, अनुप्रस्थ किनारे का संकुचन करना है।
उत्तरार्द्ध वर्कपीस पर धातु या मिश्र धातु को छेद के केंद्र में अधिक सक्रिय रूप से परिमार्जन करने की अनुमति देगा।
यह टिप से स्टील के सबसे छोटे अनाज के त्वरित स्क्रैपिंग को रोकता है, जिसका अर्थ है कि यह ड्रिल के जीवन को बढ़ाता है, जिससे तेजी से और अधिक ड्रिल करना संभव हो जाता है। उत्पाद अतिरिक्त रूप से एक छोटे से पीछे के कोण पर जमीन है, जो कटे हुए छिद्रों में घर्षण बल को कम करता है।


सिफारिशों
साधारण शार्पनर पर अपने हाथों से साधारण ड्रिल को तेज किया जाता है, एक बड़ी पीसने वाली डिस्क के साथ एक आरा मशीन, एक नोजल के साथ एक चक्की या एक ड्रिल। लेकिन ताज वाले लोगों के लिए, एक विशेष मशीन की आवश्यकता हो सकती है। तथ्य यह है कि मुकुट की एक धुरी है - मुख्य ड्रिल, जो एक नियमित उत्पाद है। और अगर इसे सरल तरीके से तेज किया जाता है, तो ताज के दाँतेदार, आरी जैसे किनारे के लिए मशीन की स्थिति की आवश्यकता होगी। शंकु-चरण अभ्यास के लिए भी यही सच है।

सुरक्षात्मक आवरण और स्क्रीन के बिना ड्रिल को तेज न करें - स्टील की धूल का बिखरना आंखों के लिए खतरनाक है। आंख को कई बार नुकसान, चिप्स से उसका दबना उन्हें निकालने में मुश्किलों से भरा होता है।
सबसे खराब स्थिति में, आंख के नमकीन वातावरण में स्टील की जंग के साथ नशा करने से व्यक्ति इसे आसानी से खो देगा। सावधान रहें कि बिना हेलमेट के छत में ड्रिल न करें - गिरते चिप्स भी असुरक्षित आंखों में चले जाते हैं।
अंडरकट का समकोण चुनें। बहुत "ढलान" ड्रिल स्टील को भी "खड़ी" ड्रिल नहीं करेगी - लकड़ी, एल्यूमीनियम, कांस्य, मैग्नीशियम, प्लास्टिक। गलत कोण या तो ड्रिल के डगमगाने और छेद के हिलने का कारण बनेगा, या यह जाम और टूट जाएगा।
साधारण हाई-स्पीड स्टील के साथ कांच, चीनी मिट्टी के बरतन पत्थर के पात्र, ग्रेनाइट, चीनी मिट्टी की चीज़ें, उच्च शक्ति वाली मिट्टी को ड्रिल न करें। इन सामग्रियों के लिए एक तथाकथित जीत है। Pobedite मिश्र धातु ताकत में उच्च गति वाले स्टील से काफी अधिक है। टेम्पर्ड ग्लास के माध्यम से ड्रिल करने की कोशिश न करें क्योंकि यह तुरंत टूट जाएगा।
पोबेडाइट ड्रिल को साधारण एमरी और स्टोन-विट्रिफाइड सर्कल के साथ तेज न करें। - इन उत्पादों के लिए एक हीरा है, जैसे कि पत्थर, ईंट और कठोर स्टील काटने वाले मंडल। कम गति पर पोबेडाइट ड्रिल पीसें।

मुड़ते समय ड्रिल को ज़्यादा गरम न करें - ज़्यादा गरम स्टील तड़के का अनुभव करेगा और काफ़ी खराब हो जाएगा। यह अब या तो रेड-हॉट या हाई-स्पीड (वाद्य यंत्र) नहीं होगा।
लाल-गर्म छेनी वाली ड्रिल को पानी या अन्य ठंडे तरल पदार्थों में ठंडा न करें - अचानक ठंडा होने से, इसे माइक्रोक्रैक से छेद दिया जाता है। वर्कपीस को ड्रिल करने के पहले प्रयास में, उत्पाद तुरंत टूट जाएगा।
मुड़ते समय ड्रिल को विक्षेपित न करें। थोड़ी सी भी देखभाल - कम से कम एक डिग्री - असमान मोड़ की ओर ले जाएगी, कंपन होगा, ड्रिल को ही तोड़ देगा और गियरबॉक्स और ड्रिल मोटर को ढीला कर देगा।
काटने वाले किनारों की लंबाई एक दूसरे से 0.3 मिमी के मान तक भिन्न होती है। छोटे व्यास के ड्रिल को मोड़ते समय यह सीमा देखी जाती है।

काम करने वाले हिस्से की लंबाई एक सेंटीमीटर से कम नहीं होनी चाहिए। यदि ड्रिल आधे में टूट जाती है और काटने के क्षेत्र का हिस्सा फेंक दिया जाता है, तो ड्रिल को पीसें नहीं, जिसका काम करने वाला हिस्सा अब एक सेंटीमीटर से कम है।
हार्ड मिश्र धातु ब्रेज़्ड बिट्स (उदाहरण के लिए, एक पॉबेडाइट टिप के साथ, डायमंड-लेपित) उसी सामग्री से बने ठोस ड्रिल बिट्स के समान ही तेज होते हैं।
एक ड्रिल को आसानी से कैसे तेज करें, नीचे देखें।













टिप्पणी सफलतापूर्वक भेजी गई थी।