वाइस जबड़े की विशेषताएं और प्रकार

बेंच वाइस के लिए जबड़े विभिन्न सामग्रियों से बनाए जाते हैं। मौजूदा वाइस मॉडल में, उनके अलग-अलग आकार, चौड़ाई, गुण और उपयोग का दायरा होता है। हम इस बात पर विचार करेंगे कि बदलने योग्य स्पंज क्या हैं, उनकी किस्में, कैसे और किस कच्चे माल से उन्हें स्वयं बनाना है।
यह क्या है?
स्पॉन्ज वर्कपीस को ठीक करने के लिए डिज़ाइन किए गए वाइस के वर्किंग बॉडी हैं। यह वे हैं जो वर्कपीस के संपर्क में हैं, और वर्कपीस स्थान की सटीकता और इसकी सतह परत की गुणवत्ता उनके गुणों पर निर्भर करती है।
इसलिए, स्पंज पर कुछ आवश्यकताएं लगाई जाती हैं:
- वर्कपीस सामग्री के साथ आसंजन का उच्च गुणांक;
- क्लैंपिंग बल को वर्कपीस की ताकत से मेल खाना चाहिए;
- वर्कपीस पोजिशनिंग सटीकता (विशेषकर मशीन वाइस के लिए);
- विश्वसनीयता और स्थायित्व।
वर्कपीस क्लैम्पिंग बल 15-55 kN हो सकता है। और इसे बढ़ाने के लिए होठों पर निशान बनाए जाते हैं। इसलिए, यदि गलत तरीके से उपयोग किया जाता है, तो वर्कपीस पर डेंट और खरोंच रह सकते हैं।
ऐसा होने से रोकने के लिए, वाइस को विनिमेय पैड के एक सेट के साथ आपूर्ति की जाती है जिसे भाग की विभिन्न सामग्रियों के साथ काम करने के लिए डिज़ाइन किया गया है। यह लॉकस्मिथ मॉडल के लिए विशेष रूप से सच है, जिसमें सॉफ्ट एल्युमिनियम ब्लैंक और हार्ड स्टील ब्लैंक दोनों तय होते हैं।

जॉइनर और कुछ अन्य मॉडल आमतौर पर बदली जाने वाली लाइनिंग से सुसज्जित नहीं होते हैं।
किस्मों
विभिन्न विसे डिजाइनों में कोई मौलिक अंतर नहीं हैं। जबड़े की संख्या भिन्न हो सकती है (अतिरिक्त हो सकती हैं), साथ ही साथ उनका विन्यास (कोने के मॉडल हैं, पाइप के लिए चेन वाइस हैं, और विशेष भी हैं)।
सभी प्रकार के विसे में स्थिर जबड़े और चल वाले होते हैं।
- गतिहीन। आमतौर पर उन्हें बिस्तर के साथ एक टुकड़े के रूप में बनाया जाता है। अक्सर उनके पास एक छोटी सी निहाई होती है, जो तकनीकी संभावनाओं का विस्तार करती है। कुछ बड़े ताला बनाने वाले मॉडलों में बिस्तर पर टर्नटेबल होता है।

- जंगम। उन्हें एक गर्भाशय अखरोट वेल्डेड किया जाता है, जिसमें लीड स्क्रू खराब हो जाता है। जब यह घूमता है, स्पंज चलता है, और विभिन्न मॉडलों में इसे अलग-अलग तरीकों से महसूस किया जाता है।

- कुर्सी। उनमें, जंगम स्पंज एक काज पर तय किया जाता है और परिधि के चारों ओर घूमता है, जैसे चिमटे (एक छोटे कोण पर)। अब वे व्यावहारिक रूप से उपयोग नहीं किए जाते हैं।

- समानांतर। वाइस की किसी भी स्थिति में, वे एक दूसरे के सख्ती से समानांतर होते हैं। अब यह सबसे आम प्रकार का क्लैंप है।
समानताएं 2 प्रकारों में विभाजित हैं:
- एक जंगम जबड़े के साथ;
- आत्मकेंद्रित।

बाद के संस्करण में, उन दोनों के पास एक ड्राइव है, और क्लैंप वाला हिस्सा शरीर के केंद्र में सख्ती से है। इस तरह के डिजाइनों का उपयोग मैकेनिकल इंजीनियरिंग में एक ही प्रकार के ऑपरेशन करने के लिए किया जाता है। ताला बनाने वाले कार्यों के लिए, उनकी खरीद अव्यावहारिक है।

सबसे महत्वपूर्ण भागों में से एक है विनिमेय पैड। विभिन्न वर्कपीस को ठीक करने के लिए, उनके निर्माण की सामग्री अलग है। यह हो सकता था:
- लकड़ी;
- प्लास्टिक;
- कठोर रबर;
- नरम धातु (तांबा, एल्यूमीनियम और अन्य);
- कठोर इस्पात।

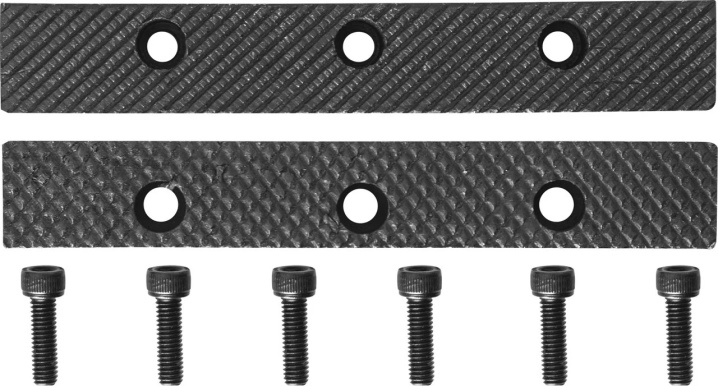
होंठ भी अलग हैं। पायदान वह होती है:
- एक तेज शीर्ष के साथ पिरामिड;
- एक सपाट शीर्ष के साथ पिरामिड;
- एक ग्रिड के रूप में।

ओवरले प्लेटों के चयन के सामान्य नियम इस प्रकार हैं:
- कड़ी मेहनत के लिए नरम स्पंज की जरूरत है - यदि आप कठोर का उपयोग करते हैं, तो भाग स्क्रॉल करेगा, और इससे विवाह, या दुर्घटना भी होगी;
- नरम सामग्री से बने भागों के लिए पायदान के साथ कठोर जबड़े की जरूरत होती है - यह वर्कपीस की फिसलन को रोकेगा और उच्च स्थापना सटीकता सुनिश्चित करेगा।


यह ध्यान में रखा जाना चाहिए कि नरम जबड़े में वर्कपीस को आधार बनाने की सटीकता कठोर की तुलना में कम होगी। यह पैड के विरूपण के कारण है। लेकिन यह सीएनसी मशीनों पर सटीक क्लैंप के लिए सच है। पारंपरिक ताला बनाने वालों के लिए, यह एक बड़ी भूमिका नहीं निभाता है, क्योंकि प्रसंस्करण मैन्युअल रूप से किया जाता है।
कृपया ध्यान दें कि लकड़ी के स्पंज की कठोरता तंतुओं के उन्मुखीकरण पर निर्भर करती है। यदि वे कार्य तल के लंबवत निर्देशित हैं, तो कठोरता अधिक है, और यदि वे समानांतर हैं, तो यह कम है। अपना खुद का बनाते समय इस पर विचार करना महत्वपूर्ण है।

परिष्कृत उपकरणों के उपयोग के बिना प्रतिस्थापन जबड़े बनाए जा सकते हैं. लेकिन पहले आपको आकार पर फैसला करने की जरूरत है।
आयाम
वाइस उपकरण का एक मानकीकृत टुकड़ा है जो GOST के अनुसार निर्मित। उनके पास कई मानक हैं:
- छोटा वाइज: जबड़े की ऊंचाई - 50 मिमी, अधिकतम स्ट्रोक - 80 मिमी;
- मध्यम: ऊंचाई - 180 मिमी, कार्य स्ट्रोक 120-125 मिमी है;
- बड़ा: ऊंचाई - 220 मिमी, स्ट्रोक - 140-160 मिमी।
चेयर मॉडल समान विशेषताएं हैं। उनमें, जबड़े की ऊंचाई 65-75 मिमी की सीमा में होती है, और काम करने वाले स्ट्रोक की लंबाई 120-150 मिमी या उससे अधिक होती है।
खांचे से ओवरले का ओवरहैंग 2-3 मिमी (बड़े धातु के काम के लिए) होना चाहिए। अधिक कॉम्पैक्ट उदाहरणों में, यह कम हो सकता है।

अन्य क्लैंपिंग बार आकार वाले मॉडल हैं।लेकिन अगर किसी कारण से वे फिट नहीं होते हैं, तो अस्तर को स्वतंत्र रूप से बनाया जा सकता है।
इसे स्वयं कैसे करें?
आरंभ करने के लिए, तय करें सामग्री. हम पहले ही बात कर चुके हैं कि इसे सही तरीके से कैसे चुना जाए। आपको अपने आप को सीमित नहीं करना चाहिए, आप "एक बार में" कई जोड़ी क्लैंपिंग बार बना सकते हैं और उन्हें आवश्यकतानुसार बदल सकते हैं।
आगे पुराने पैड हटाएं. यह काम बहुत श्रमसाध्य है, निश्चित रूप से बोल्ट में जंग लग गया है, और इस तरह से अस्तर को हटाना संभव नहीं होगा। फिर उन्हें काटने वाले पहिये के साथ ग्राइंडर से काटने की जरूरत है। लेकिन इस बात के लिए तैयार रहें कि बाकी बोल्ट्स अनस्रीच न हों। फिर उन्हें जमीन की जरूरत है, और फिर नए छेद ड्रिल किए जाने चाहिए और उनमें पिरोया जाना चाहिए।

अगला, चलो निर्माण शुरू करते हैं। सरल उपकरणों का उपयोग करके, आप लकड़ी के अच्छे अस्तर बना सकते हैं। उसी समय, उन्हें शिकंजा के साथ नहीं, बल्कि मैग्नेट के साथ तय किया जाएगा, और पुराने स्पंज को हटाने की आवश्यकता नहीं होगी।

मुख्य विचार आसानी से हटाने योग्य स्पंज बनाना है। वे 1-2 मिमी मोटी शीट मेटल से बने ब्रैकेट के साथ मैग्नेट से जुड़े होते हैं। कार्य में चरणों का एक निश्चित क्रम करना शामिल है।
- 2 समान लकड़ी के ब्लॉक लें। उनकी मोटाई पर्याप्त होनी चाहिए ताकि एक पेंच को अंत में खराब किया जा सके। लंबाई और चौड़ाई वाइस के आयामों से निर्धारित होती है।
- प्रत्येक स्पंज के शीर्ष पर एक चुंबक संलग्न करें। उस स्थिति का पता लगाएं जिसमें वे सबसे बड़ी ताकत रखते हैं।
- हमारे दोनों नए पैड्स को एक वाइस में जकड़ें।
- कागज को ओवरले और चुंबक से जोड़कर एक टेम्पलेट बनाएं। आवश्यक तह बनाएं। अगला, परिणामी आकृति को काट लें, आकृति को धातु में सीधा और स्थानांतरित करें।
- मेटल वर्कपीस को मनचाहा आकार दें। ऐसा करने के लिए, इसे ओवरले और चुंबक से जोड़ दें और मोड़ें। फिर गड़गड़ाहट और तेज किनारों को हटा दें।
- ब्रैकेट को हमारे लकड़ी के पैड पर 2 स्क्रू से जकड़ें। ऐसा करने के लिए, आपको छेद ड्रिल करने की आवश्यकता है।
- एक और स्पंज बनाने के लिए, ऐसा ही करें।


चुंबक को ब्रैकेट से बिल्कुल भी नहीं जोड़ा जा सकता - वह अपने दम पर खड़ा होगा। लेकिन अगर आपको अधिक विश्वसनीयता की आवश्यकता है, तो इसे शिकंजा या गोंद के साथ जोड़ा जा सकता है। बड़ी ताकत की आवश्यकता नहीं है, क्योंकि बन्धन बल कनेक्शन पर कार्य नहीं करते हैं।
ऐसे होममेड स्पंज के फायदे निष्पादन में आसानी और कम लागत के साथ-साथ यह तथ्य भी है कि अस्तर को जल्दी से हटा दिया जाता है और स्थापित किया जाता है। नुकसान यह है कि वाइस के वर्किंग स्ट्रोक का परिमाण कम हो जाता है।
मुख्य आवश्यकता है पैड सख्ती से समानांतर होना चाहिए।

आपके द्वारा इसे स्वयं ही किया जा सकता है धातु स्पंज, लेकिन आप उपकरण के बिना नहीं कर सकते। आपको मानक फास्टनरों का उपयोग करने की आवश्यकता है। लेकिन सुनिश्चित करें कि बढ़ते स्लॉट सीधे हैं। यदि ऐसा नहीं है, तो उन्हें राउटर, डरमेल या पीस के साथ समतल करने की आवश्यकता है।
पुराने टर्निंग टूल्स से नए क्लैम्पिंग बार बनाए जा सकते हैं।

- आवश्यक आयाम निर्धारित करने के लिए कैलीपर या इनसाइड गेज का उपयोग करें।
- उन पर 2 धातु की छड़ें बनाएं। यह स्पंज होगा।
- 2 छेद ड्रिल करें। उन्हें स्पष्ट रूप से स्थापना के साथ मेल खाना चाहिए और क्लैंप की सतह पर सख्ती से लंबवत होना चाहिए। यह सबसे महत्वपूर्ण क्षण है। उनके व्यास की गारंटी के लिए, आप थोड़ा और बना सकते हैं।
- छिद्रों में काउंटरसंक बोल्ट के लिए अवकाश बनाएं। काउंटरबोर करना बेहतर है ताकि तल समतल हो, शंक्वाकार नहीं।
- जोखिमों को लागू करने के लिए पतले सर्कल वाले डरमेल या ग्राइंडर का उपयोग करें।
- जबड़ों को सख्त करें और फिर उन्हें छोड़ दें। तापमान सामग्री के ग्रेड पर निर्भर करता है।
- पैड्स को वाइस से अटैच करें। यदि वे असमान रूप से "बैठते हैं", तो वांछित आयामों को समायोजित करें। सख्त होने के बाद इसे पीसकर ही किया जा सकता है।

पिरामिड के निशान के साथ स्पंज एक फ्लैट फ़ाइल से बनाया जा सकता है। काम से पहले, आपको सामग्री को नरम बनाने के लिए एनीलिंग करने की आवश्यकता है। इसके अलावा, कार्यप्रणाली अलग नहीं है।
अगले वीडियो में आप अपने हाथों से वाइस जॉ बनाने की प्रक्रिया देख सकते हैं।













टिप्पणी सफलतापूर्वक भेजी गई थी।